This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
NIS 2 Has Deep Impacts on the Supply Chain, Not Just Plant Operations The manufacturing industry is undergoing a significant transformation as it grapples with the implications of the Network and Information Systems Directive 2 (NIS 2). Manufacturers must now assess and bolster their cybersecurity measures to comply with the directive.
Factors like automation, massive investments in at-scale, fit-for-purpose technologies, specialized training, low labor rates, and effective demand and supply planning capabilities, have woven themselves like threads into the fabric of efficient global manufacturing ecosystems. So, how do we define a global ecosystem?
The modern supply chain is a complex network of suppliers, manufacturers, distributors, and customers, all interconnected and reliant on a shared ecosystem of trust and accountability. Environmental Impact: Reducing emissions, conserving resources, and adhering to environmental regulations.
The past year and a half saw manufacturers face unprecedented challenges resulting from global disruptions, to which they responded by repurposing or developing new product lines, reconfiguring their plants and restructuring their supply chains in order to meet changing demands and keep afloat amidst uncertainty.
Speaker: Nikhil Joshi, Founder & President of Snic Solutions
Is your manufacturing operation reaching its efficiency potential? A Manufacturing Execution System (MES) could be the game-changer, helping you reduce waste, cut costs, and lower your carbon footprint. 📆 November 20th, 2024 at 11:00 AM PST, 2:00 PM EST, 7:00 PM GMT
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Partnering with NGOs, governments, and industry peers allows organizations to share resources, reduce costs, and amplify the impact of sustainability initiatives.
For many companies, this process begins with an overhaul of their manufacturing processes, looking at ways to promote sustainable manufacturing. Sustainable manufacturing is one step in the process of building sustainable supply chains. What exactly is sustainable manufacturing? Not all emissions are created equally.
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
A Manufacturer’s Guide to the Evolution of ERPs Lets start by declaring an interest. Most JAGGAER installations in the manufacturing industry specifically, and in product-centric businesses in general, involve integration with an enterprise resource planning (ERP) system of one sort or another.
According to Deloitte and The Manufacturing Institute, the labor shortage will cost the U.S. To combat the effects of the tightening labor market, agile logistics companies are focusing their efforts on adopting tools and processes that drive efficiency and help their operations’ teams tap into shared industry resources.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
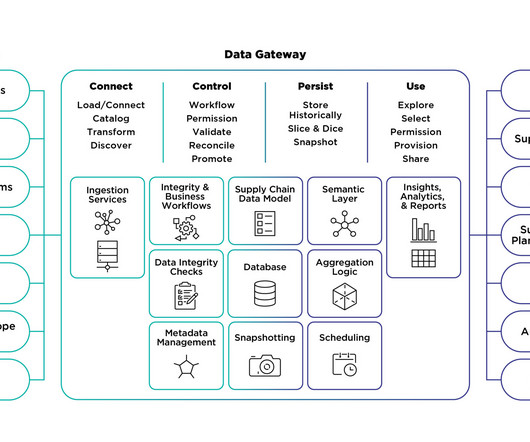
Provides the Right Data for the Right Users Making it easier to provide the right data for the right consuming users and applications at the right time and in the proper format reduces dependency on IT resources. A manufacturing company, for example, can monitor real-time data from its suppliers, production lines, and distribution centers.
Provides the Right Data for the Right Users Making it easier to provide the right data for the right consuming users and applications at the right time and in the proper format reduces dependency on IT resources. A manufacturing company, for example, can monitor real-time data from its suppliers, production lines, and distribution centers.
Enterprise resource planning (ERP) systems, while effective for tracking transactions and inventory levels, lack the predictive capabilities needed to anticipate and mitigate risks. Predictive analytics in manufacturing detect potential equipment failures, reducing production downtime.
Resource Management: Efficiently allocating labor, equipment, and storage space. This cost reduction can significantly impact the bottom line, freeing up resources for other critical business initiatives. These practices reduce environmental impact and offer cost savings through lower energy use and better resource management.
Based in Aberdeen, the new entity aims to pool resources, reduce costs, and boost profitability while increasing production from 140,000 boed in 2025 to 200,000-220,000 boed within five years. billion Rosebank oilfield.
Throughout 2024, manufacturers were on a high-speed journey packed with technological advancements. That pace is set to continue in 2025 as ERP systems continue to transform the way manufacturers operate. An ERP strategy to optimize the potential of the innovations on offer is critical for manufacturers across the globe.
The shortage has not impacted Charlottesville’s other major healthcare provider, Sentara Health as this organization sources its IV solutions from a different manufacturer. UVa Health said it is working on reducing any unnecessary waste of IV products, including IV fluids, dialysis fluids, parenteral nutrition, and irrigation fluids.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. The ability to pressure-test decisions before committing real resources significantly improves response quality. Second, many supply chains still lack visibility beyond Tier-1 suppliers.
The high-tech firm is more than a manufacturer of PCs, tablets, smartphones, and servers. The company has more than 2000 suppliers and operates over 30 manufacturing sites. It might highlight logistics jams, manufacturing capacity, quality issues, or procurement cost trends. Factories serve local markets.
That tightly integrated advanced planning (APS) coupled to Enterprise Resource Planning (ERP) using order data is sufficient. The answer lies in the shifting of traditional paradigms. The reason? I think that the answer has five parts: The Belief that the Industry Has Best Practices. Functional Metrics and the Lack of Alignment to Strategy.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
This solution allows human resource managers to review performance against over 50 external workforce key performance indicators, access global market intelligence (including rates, talent supply and demand, and time-to-hire trends), and track progress across diversity and worker health and safety initiatives. It is a brilliant tool.”
In todays rapidly evolving manufacturing landscape, building a modern tech stack is not just a strategic advantage but a necessity for maintaining competitiveness. Cost-Effectiveness: By reducing the need for extensive custom integrations, companies can allocate resources more strategically.
In recent years, manufacturers have experienced substantial supply chain disruptions , leading to material and labor shortages, quality issues, product delays, and low profit margins. Nutanix outsources all its manufacturing to suppliers, CMs, distributors, and technology partners. Visit our resource page. References [link]
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. This capability minimizes downtime and maximizes resource utilization.
Patch & Update Devices: Software manufacturers are constantly discovering new flaws, bugs, and weaknesses in their code. In a keynote session at LogiCon24 , one of the speakers, Rachel Wilson, spoke in detail on tactics to supply chain cybersecurity risk mitigation. Here are 10 tips for avoiding and managing cyber-attacks.
This puts pressure on other device manufacturers to follow suit. Amazon Bedrock Marketplace allows access to various AI models and tools, providing a venue for companies to find the right resources to build their AI capabilities. These models are pre-trained with industry-specific data to address a customers top use cases.
Simply by tying these intelligent predictions directly to global production plans and schedules, manufacturers can profitably serve demand on one hand, while managing constraints on the other. Tying APS to a confident forecast enables manufacturers to maximize the return on all their inventory investments.
In todays rapidly evolving global landscape, supply chain resiliency has become paramount for product manufacturers striving to maintain a competitive advantage and ensure long-term success. This statistic is a stark reminder to product manufacturers of the necessity to anticipate and mitigate potential disruptions.
MODEX is the largest manufacturing and supply chain expo in North and South America, and shattered attendance records with over 48,000 participants this year. These solutions are flexible and versatile, and can be utilized for a variety of manufacturing and warehousing tasks.
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? A manufacturing execution system (MES) is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goodsfrom raw materials to finished products.
Understanding ManufacturingResource Planning: Key Concepts and Benefits of MRP II Get clear on the differences between MRP, MRP II, and ERPthree systems that get lumped together but play very different roles in manufacturing. Embracing the Future: How Manufacturing 4.0 is here, and its changing everything.
This blog features excerpts from the Manufacturing Leadership Journal’s article, “ Leveraging Digital Twins to Accelerate the Journey to Factory of the Future. “ When the pandemic disrupted the operations of manufacturing companies and their supply chains, many organizations were forced to reexamine their strategies.
Recently, it has been popular to focus on major disruptive events that challenge manufacturing enterprises. Disruption is not new to manufacturing corporations that have and possibly may always deal with supply chain problems, productivity constraints, shifts in demand, evolving business models and a host of other dynamic issues.
In 2015, I joined Dassault Systèmes (3DS), more specifically the DELMIA brand, whose portfolio helps industries by connecting the virtual and real worlds of value networks to collaborate, model, optimize, and perform in the ambit of manufacturing and operations. What Does Sustainable Operations Mean?
Embracing the Future: How Manufacturing 4.0 is Transforming Industry What is Manufacturing 4.0? Also known as the Fourth Industrial Revolution, Manufacturing 4.0 With it, the pace of change in manufacturing is accelerating like never before. Manufacturing 1.0: Manufacturing 1.0: Manufacturing 2.0:
Ibrahim Al Syed, the director of digital manufacturing at Celanese, was surprisingly forthcoming about how Celanese developed these capabilities at ARC Advisory Groups 29th Annual ARC Industry Leadership Forum. The company has 55 manufacturing sites across the world. Can I have an industrial Google at a manufacturing facility?
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturing inventory management software comes in. In this ultimate guide, we’ll break down everything you need to know about manufacturing inventory management software. Spreadsheets just don’t cut it anymore.
Breaking it down task by task Most of you have heard of the term MOM for Manufacturing Operations Management. More often, it’s used in combination with MES (Manufacturing Execution Systems). What is a Manufacturing Execution System? What is a Manufacturing Execution System? Let’s get into this.
It leverages historical data, competitive intelligence, and external factors to guide inventory planning and resource allocation. Whether you’re in manufacturing, retail, or another industry, navigating the uncertainties can feel like solving an intricate puzzle. Escape from the vicious cycle of unreliable forecasts.
It leverages historical data, competitive intelligence, and external factors to guide inventory planning and resource allocation. Whether you’re in manufacturing, retail, or another industry, navigating the uncertainties can feel like solving an intricate puzzle. Escape from the vicious cycle of unreliable forecasts.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.


















































Let's personalize your content