This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managing inventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
Supply chain managers need real-time data to effectively manage operations. Archived data is not real-time. There is a new technology that can provide real-timevisibility. Longbow Advantage Has a Real-timeVisibility Solution. RF Guns Generate Massive Amounts of Data.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. Barcode or QR code scanning: Enables quick and accurate stock updates.
When it comes to executing mode-specific freight moves from origin to destination efficiently, reliably, and cost-effectively, transportation execution and visibility solutions play a critical role. Visibility solutions allow real-time asset tracking across the entire distribution network. billion transactions annually.
This network of devices enables seamless, automatic data collection from physical objects in near real-time. This near real-time monitoring ensures compliance with regulations, enhances product safety, and helps build trust with consumers.
Modern WMS platforms provide real-time tracking, order management , and better inventoryvisibility, all while minimizing manual errors. RFgens mobile barcoding solutions make it easier for you to gain real-timevisibility and streamline processes. It’s about doing well by doing good.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. We’ll examine the key components of efficient supply chains, explore essential performance metrics, and uncover the fundamental drivers that influence efficiency.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
But instead of guessing what’s happening, you’ve got real-time insights at your fingertips. That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Data transforms operations.
Modern supply chains thrive on real-time data, execution-focused applications, and dynamic decision-making. By harnessing the power of data science and analytics, you can gain end-to-end visibility across your entire network, breaking down information silos and optimizing every stage of your operations.
It is a crucial metric that reflects the supply chain’s contribution to the customer experience, impacting brands, wholesalers, retailers, manufacturers, and distributors, both online and offline. Suppliers, inventoryvisibility, and other variables beyond direct control can influence OTIF.
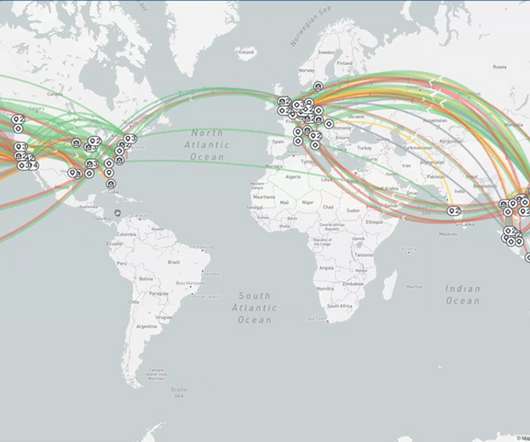
Visibility. The most common use case for control towers is visibility. While there are many types of visibility (see Figure 1), the most common use case is either sourcing or transportation visibility. Gaps in Enterprise Visibility. Gaps in Supplier Visibility. Let’s take telematics. 2) Latency.
For example, real-time planning, end-to-end planning, control tower, integrated business planning (IBP), and digital brain are oxymorons while discussions on innovation bounded by a required ROI is a juxtaposition. ” Today only 7% of manufacturers are innovators. What is the role of inventory? Buyer beware.
From retail and food and beverage to manufacturing and life sciences, companies from a wide variety of industries are realizing the benefits of the technology, revolutionizing how they operate, collaborate, and generate value. Manufacturers use cloud technology for predictive maintenance, production planning, and supplier collaboration.
The widespread supply chain disruptions that happened when the global pandemic hit in 2020 highlighted several important lessons regarding manufacturing and supply chain visibility. Why does Industrial Equipment need MCT? Why does Industrial Equipment need MCT?
The traditional metrics of excellence cost efficiency, on-time delivery while still important, are no longer sufficient in an era defined by volatility, complexity and political changes. Second, visibility is expanding from enterprise-centric to ecosystem-wide. Third, decision-making is evolving from human-led to AI-augmented.
There can be surprises that potentially offer a better upside: demand is higher than expected, it is possible to raise prices without affecting demand based on what is happening with competitor products, technology has allowed manufacturing capacity to ramp up faster than expected, etc. E2open acquired BluJay Solutions in May of 2021 for $1.7
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. We’re talking real-time tracking, automated purchasing, and a whole lot less stress. Spreadsheets just don’t cut it anymore.
What are Total Manufacturing Costs? Your total manufacturing costs are essentially an expense analysis that calculates how each of your company’s departments contributed to producing a finalized product. This looks at all stages of the manufacturing process from raw materials to work-in-progress to final result.
The data is all anonymous, but retailers can look at metrics such as time to fulfill, pack time, conversions, and ship versus pick-up, to name a few, across hundreds of Active Omni customers. Zebra also showcased a partnership with FourKites, using the latter’s real-timevisibility platform for labor management integration.
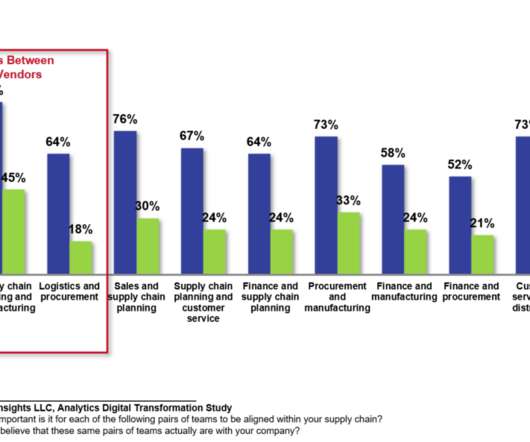
The larger the organization, the more tension with conflicting functional metrics making decisions more difficult. Note in Figure 1 the gaps from recent research between supply chain planning and manufacturing, logistics, and sales. These results herald upcoming issues for future manufacturing reporting earnings calls.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
That means identifying areas of waste, overlap and large volumes and enabling continuous improvement through the use of transportation metrics to track performance. Using an offshore vendor to manufacture a component for a larger automotive assembly is a typical example.
Supply chain reports are data-driven documents that provide key metrics and insights into various aspects of your supply chain, including: Inventory Levels Tracking stock levels in real-time to ensure adequate inventory to meet demand while minimizing holding costs. What are Supply Chain Reports?
In their time lean manufacturing and just-in-time were game-changing concepts. Sudden demand spikes, precipitous demand drops, supply disruptions, production line shutdowns and other events can only be managed by early prediction and real-time responsiveness. In 2021 it is an entirely new game.
To get there, organizations need to align their supply chain and procurement operations to address the key pain points of visibility and collaboration. MSCN solutions provide supply chain visibility, network-based applications, and network analytics across an extended supply chain.
Supply chain organizations within the automotive supplier industry contribute to manufacturing excellence in many ways, including quality, cost, and delivery to their OEM and subsystem customer base. Today it is possible to fully engage the knowledge and capabilities of an extended enterprise across their supply chain in realtime.
Digital control towers sit at the heart of the supply chain ecosystem, gathering real-time data on current conditions. As logistics organizations dynamically plan and re-plan carrier selection, distribution networks, delivery routes and frequencies, loads and capacities in realtime as conditions change, the benefits can be enormous.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
For example, a vaccine manufacturer increased their order size by a factor of four in one weekend; a video call company wanted to receive ten times as much product as they initially forecast with just a month’s lead-time. Shipping of finished products is done from the manufacturing sites. The Pure Storage Supply Chain.
Where and how manufacturers make products for Americans will change in 2017. Manufacturers must adapt to changing demands, or they will become nothing more than a statistic in history books. The "First Five" Industrial Manufacturing Trends of 2017. The "First Five" Industrial Manufacturing Trends of 2017.
They can proactively identify risks, optimize processes in realtime, and even negotiate supplier contracts without human oversight. These AI agents leverage real-time data, predictive analytics, and generative AI to enhance resilience, reduce costs, and improve overall efficiency in AI-driven supply chain resilience.
Simmons Foods Simmons Foods is a farm to fork poultry manufacturer. Then we are pulling out of an animal nutrition production facility and taking those finished products to a pet food manufacturing facility. A 95% on time delivery metric – very high performance – is just not good enough for Simmons.
With uncertainty a guarantee in the year ahead, leaders are realising the need to adopt applications that will improve visibility into demand and inventory, as well as tools that can help them model and simulate “what if?” Do you know where the manufacturing facilities of your suppliers (and their suppliers) are physically located?
A pound of apples costs about the same as a pound of steel, yet steel is a complex product produced using high-tech metallurgical and manufacturing processes. Lassen views Anaplan – their connected planning tool – as a cloud-based, business planning platform capable of doing multidimensional planning with very fast solve times.
While many employers would have penalized the employees for tablet breakage , Peggy explored the world of wearables to enable her digital manufacturing transformation. AGCO’s culture of innovation policy deployment enabled employees to pioneer a technology solution for manufacturing. A 30% Initial Reduction in Processing Time.
Over the last decade, the role of the manufacturing and distribution CFO has undergone a profound shift. survey , 57% of manufacturing CFOs agree that proficiency and knowledge to create an effective plan to operationalize and transition the business into a digitalized and automated manufacturer is the most critical factor globally.
When you choose a company to transport your freight or to supply you with the materials you need to manufacture a product, you are putting your hard work and reputation in their hands. The next posts in the series will break down metrics and issues to consider in SQM by industry and conclude with a case study on the application of SQM.
This means having a resilient supply chain strategy that includes visibility, transparency, clear communication, and collaboration. Global businesses need complete supply chain visibility to fully understand activity and respond rapidly to risk and disruption. The Costs of Non-Compliance. It’s all about mitigating risk.
Stock balancing requires a delicate interplay of forecasting, real-timevisibility, and agile responsiveness. In fact, over 70% of supply chain inefficiencies originate from poor visibility into inventory levels across locations. This resulted in severe shortages and months-long delays.
By gaining increased visibility across your supply chain and taking the time to understand your entire supply chain, you can determine which parts are the riskiest and which parts produce the most waste.
Well, according to Ms James, it is AI-driven, provides end-to-end network visibility, and can anticipate disruptions and generate actionable responses in realtime. In the first conference segment in the afternoon, the theme shifted to Sustainability – a subject that was hardly discussed at LogiSYM just a few years ago.
Why quality management is important Quality management consists of the inspection and measurement of products to ensure that they meet specifications at various points along the manufacturing chain. Focus areas of quality management There are three areas of the manufacturing lifecycle where quality management should focus.
Leverage Inventory as Data When systems communicate, they create inventory data, but actual inventory can be turned into data points and metrics to understand the flow of products. Poor slotting programs or disparate systems can still contribute data to the system.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content