This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Despite two decades of advancement in supply chain technologies, companies are struggling to gain balance at the intersection of operating margin, inventory turns and case fulfillment. My goal is to understand the impact of technologies and processes. Today, we have a number of burning platforms. It is easier said than done.
The attendees were sitting on the edge of their seats to hear about the next release of Llamasoft software. The market for networkdesigntools was growing at a moderate rate, and most of the market had invested in technologies from either i2 Technologies (then termed i2 Strategist) or Logictools.
At each company, there is a relationship between the metrics of growth, margin, inventory, customer service, and asset strategy. For the purpose of this article, I will use Return on Invested Capital (ROIC) as the proxy metric to discuss asset utilization.) Supply chain excellence was largely defined as manufacturing excellence.
What follows are some key things a newcomer to the supply chain profession, or an interested reader of news headlines, needs to know about SCP technologies, processes, and roles. A networkdesign model figures out where factories and warehouses should be located. The key solution for this is networkdesign.
Supply chain executives must evolve from cost and service as the key objectives for optimal demand-supply balancing towards the “quadfecta” of cost, service, resiliency, and sustainability. Metrics such as lead-times, forecast accuracy, inventory levels, and service are used to measure operational risks.
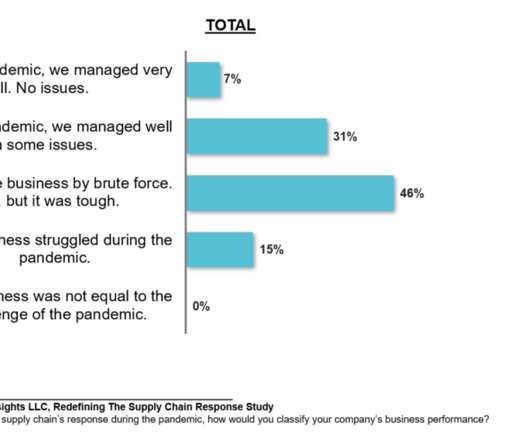
For organizations layered in functional metrics and driving a cost agenda, this is a tough nut to crack. During the pandemic, companies struggled with planning systems turning off the optimizers, and using the technology as a system of record. Show the technology vendors touting digital and AI transformation the door.
We consistently see that companies focused on functional excellence–a focus within a functional silo like manufacturing, transportation or distribution– or singular metrics– like inventory or costs– underperform against their peer groups. Many try to start with technology. What did we find? Responsive.
This week, I will speak at Llamasoft’s conference on improving supply chain networkdesign. The gaps in our technologies are a barrier, but should not stop us from redesigning to improve performance. We produce there because the regulations say that you need to manufacture there to sell there.
Forget static networkdesigns and gut-feel decisions. By harnessing the power of data science and analytics, you can gain end-to-end visibility across your entire network, breaking down information silos and optimizing every stage of your operations. That’s where data analytics comes in.
Year after year, well intentioned people toiled against improving metrics that reduced, not improved, the effectiveness of the supply chain. The example that I give in the first post is the focus of manufacturing strategies to drive strong results to improve Return on Assets (ROA) that have actually caused a deterioration in operating margin.
I worked three layers down in the organization for a well-established leader in manufacturing named Dan. Fred owned logistics and customer service for the organization. Dan had a very manufacturing view and Fred focused on logistics. The metrics were not aligned. Use networkdesign and planning tools to show flow.)
The increasing need for constantly analyzing these trade-offs across the supply chain networks has highlighted the need for digital twins and what-if capabilities in networkdesign solutions. With the use of advanced technologies, planning decisions can also be automated.
My primary insight is that many of the technology initiatives that were underway at the start of the disruption did not serve us well. The use of descriptive analytics along with agile planning techniques (what-if analysis, discrete event simulation, and networkdesign) helped. It will publish next week.
Especially grievous are the gaps between finance and operations, manufacturing and procurement, and the operations and commercial teams. Each requires design and fine tuning. However, only 9% of companies actively design their supply chains. Design Your Value Chains. The gaps between business leaders grew.
Last week, after booking an additional $1B in unexpected supplier costs in the third quarter, the CFO led the company’s focus on restructuring to “support efficient and reliable sourcing of components and internal development of key technologies and capabilities.” What is the issue? These capabilities do not exist at Ford.
For the purpose of this discussion, I define agility as the design of the supply chain to deliver the same cost, quality and customer service given a level of both market volatility and process variability. It requires design. Additionally, through network strategies, be sure to design your warehouses for flows.
In manufacturing, IoT sensors ensure that each step of the process is tracked, ensuring that all materials meet required quality standards. Another challenge is device compatibility—different manufacturers produce IoT devices with varying standards, making it difficult to ensure frictionless communication between systems.
While I will know more when I finish the research than I do now, I want to encourage all readers in manufacturing and retail to participate. Active Work on Design and Modify. Networkdesigntechnologies are growing up and becoming part of enterprise architectures. Metrics Matter. It will close on March 15th.
While I will know more when I finish the research than I do now, I want to encourage all readers in manufacturing and retail to participate. Active Work on Design and Modify. Networkdesigntechnologies are growing up and becoming part of enterprise architectures. Metrics Matter. It will close on March 15th.
Let me start with a true confession: I am a manufacturing gal. I relished the sound of a manufacturing line when I opened the door of the factory in the morning, and I liked managing inputs so that we could maximize outputs. Manufacturing is the foundation of my interest in supply chain management. Supply Chain and Design.
The article is written and the story is spun, but the solution offered is a supply-centric solution based on yesterday’s technology. The original principles of a value network that can sense, shape and translate demand with near-zero latency are being lost in the fog. Their current technologies are inadequate. It is still early.
Over the next five weeks, seventy business/technology and consulting leaders will complete the course. Based on the work with Georgia Tech, we are getting clear on which metrics matter by industry. As companies adopt a balanced scorecard, the functional metrics shift to a focus on reliability. Analyze inventory health.
The number one question that I am asked today by manufacturers across all industries is “How can I improve customer service?” Nine times out of ten improving customer service requires different management of the budget cycle and a rethinking of financial planning. Background. The supply chain is a complex non-linear system.
Medical Device Manufacturer. The most common reporting relationship in the supplier organization is to a leader of supply (focus on logistics, distribution, materials sourcing and customer service). They lack the greater understanding of planning and value networkdesign. Eliminate rebates, direct payments and services.
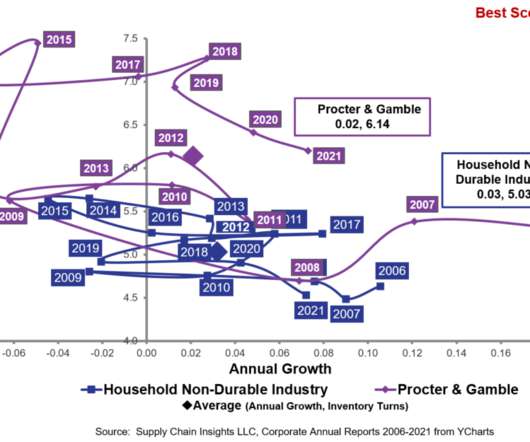
Business leaders came and went as an analyst, technology shifted, and markets ebbed and flowed. We started charting public performance on Orbit charts studying the relationships between metrics and having conversations with manufacturing and retail teams about their results. Investment in Descriptive Analytics.
In my work with manufacturing companies recently, I am thinking a lot about the need for diagnostic testing. While most consultants and technologists want to sell technology, and are eager to slap in a new piece of software, my caution is to slow down and better understand root issues before having a technology discussion.
My first job was in manufacturing in the 1980’s. The metrics reward functional thinking. The focus of APICS is manufacturing, CSCMP’s foundation is in logistics, and ISM serves the procurement organization. In our research, the networkdesign maturity model shown in Table 1 is helpful to many of our clients.
However, this mature team found the technology insufficient. They gave lip service to the need for IT standardization, but ran their process on a custom built model that enabled reverse bill of material, and profitability analysis. Organizations can align to drive value despite the allegiance to functional metrics.
The combination of technology along with the advancements in transportation made it possible. The traditional manufacturing job defined the middle class. Each time, I turn on the channel, manufacturing jobs frame the global debate. Connectivity enabled the growth of the global supply chain opening up markets driving opportunity.
Especially grievous are the gaps between finance and operations, manufacturing and procurement, and the operations and commercial teams. Each requires design and fine tuning. However, only 9% of companies actively design their supply chains. Design Your Value Chains. The gaps between business leaders grew.
Especially grievous are the gaps between finance and operations, manufacturing and procurement, and the operations and commercial teams. Each requires design and fine tuning. However, only 9% of companies actively design their supply chains. Design Your Value Chains. The gaps between business leaders grew.
Intuitive Surgical, L’Oreal, and Sleep Number drove excellence through product and service innovation to outperform their peer groups. We are currently working with the statistics group at Georgia Tech to understand how the relationship of these metrics changed over time, but more on that in a later blog.)
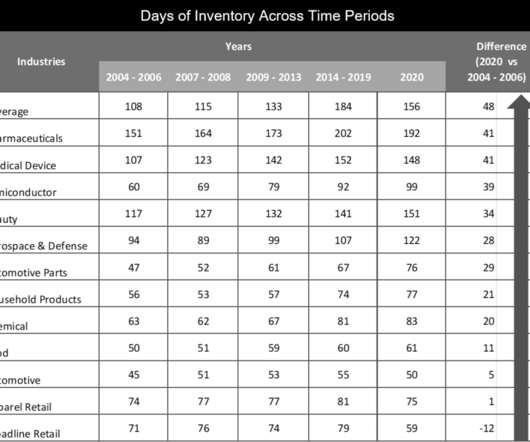
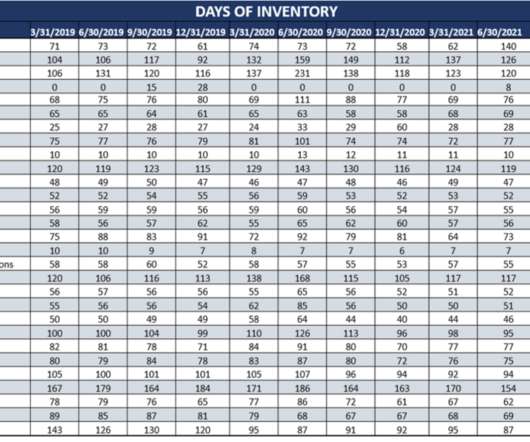
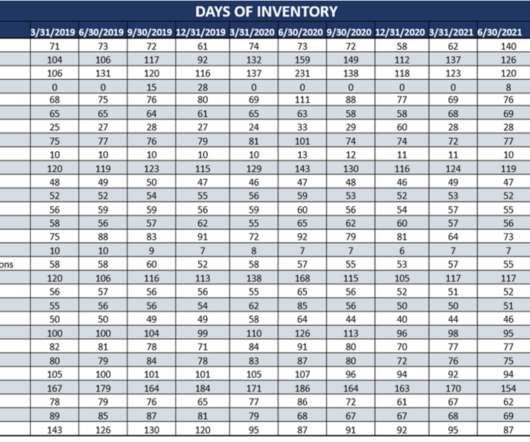
Executive, after executive, lament, “They have purchased many technologies and sponsored many projects to reduce inventories, but they are not seeing results.” ” I have been studying the evolution of inventory technologies as an industry analyst since 2002. It is truly a case of process, people and technology.
At the enterprise level, manufacturers and retailers focus on corporate efficiency. Figure 1: Current State of a Global Manufacturer of White Goods. Change internal metrics to a balanced scorecard and force the functions to work better together. Invest in networkdesigntechnologies. All are out of balance.
At the enterprise level, manufacturers and retailers focus on corporate efficiency. Figure 1: Current State of a Global Manufacturer of White Goods. Change internal metrics to a balanced scorecard and force the functions to work better together. Invest in networkdesigntechnologies. All are out of balance.
” At the other end of the continuum is the argument that “ Forecast error is the most important metric to improve.” I worked for a software company for almost a decade and implemented demand management solutions in the 1990s for multiple companies. ” I am in the middle. Here I share my world view.
294 manufacturing facilities produced more than 90 million metric tons of food and beverage in 2021. PepsiCo products then reach shelves through its operating subsidiaries and a complex network of fleet operations. Technology is used to help in this endeavor. PepsiCo’s Internal Supply Chain.
As shown in Figure 1, the company now has sales of 6.1B$, manufacturers 40+ brands in 24 countries while selling products in 100 countries. Clorox Performance Compared to Competitors (Supply Chain Index is a relative metric of growth.). The problem was not contract manufacturing costs/efficiency. Reflections.
Process manufacturers face a highly complex supply chain challenge. Add to these factors such as razor-thin margins, SKU-proliferation, globalization, and products that tend to be heavy, bulky and/or expensive to move and it quickly becomes apparent why process manufacturing supply chains are very challenging.
At a Glance: We’ll be discussing some of the best supply chain management online courses from around the world from some of the most renowned platforms in education and supply chain, including SCMDOJO, CIPS, Coursera, MITx etc. Highlight course offerings including the pros and cons of each mentioned course/program.
Process chemical manufacturers face complex supply chain challenges including dealing with hazardous and perishable ingredients whose characteristics (potency, color, composition, etc.) I believe there are several key ingredients to formulating a winning process manufacturing supply chain. can vary from lot to lot.
End-to-end supply, transformation and distribution of goods has extended into a global, networked operation for many companies. At the same time, business system technology has evolved to help manage the multiplication of relationships and touch points. In this case, a lack of collaboration can have a real negative effect on business.
The market shift was dramatic, and if we had made a series of small cuts in staff or direction, we would have had the same fate as i2 Technologies or Manugistics. For many years (1992-2001), I worked at Manugistics, a supply chain planning technology provider. He said, “Ariba was in trouble. I smiled. Today the answer is no.
However, for elements like forecast error, customer service and slow-moving inventory self-reported data is not sufficient. It is for this reason, that I discount the reporting by APQC, Institute of Business Forecasting (IBF) and Grocery Manufacturing Association (GMA) benchmarking data. My takeaway? It is only a starting point.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.











































Let's personalize your content