This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
NIS 2 Has Deep Impacts on the Supply Chain, Not Just Plant Operations The manufacturing industry is undergoing a significant transformation as it grapples with the implications of the Network and Information Systems Directive 2 (NIS 2). This includes risk analysis, security of supply chains, and incident response capabilities.
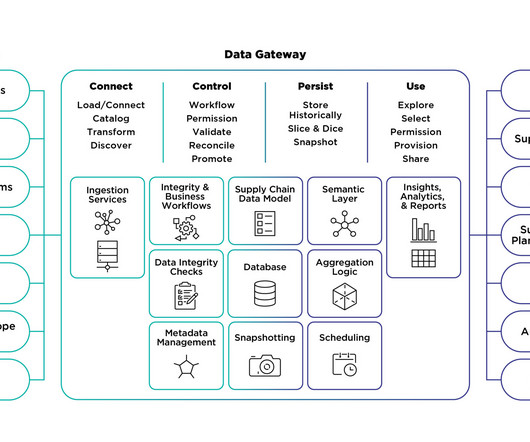
Enables You to Identify Inefficiencies and Make Better and Informed Decisions A unified view of your data accelerates informed decision making and provides you with a comprehensive understanding of your supply chain. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Enables You to Identify Inefficiencies and Make Better and Informed Decisions A unified view of your data accelerates informed decision-making and provides you with a comprehensive understanding of your supply chain. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
The past year and a half saw manufacturers face unprecedented challenges resulting from global disruptions, to which they responded by repurposing or developing new product lines, reconfiguring their plants and restructuring their supply chains in order to meet changing demands and keep afloat amidst uncertainty.
Hanover Research recently conducted a survey that investigates the role of analytics from the perspective of knowledge workers, people who handle or use information as part of their jobs.
The high-tech firm is more than a manufacturer of PCs, tablets, smartphones, and servers. The company has more than 2000 suppliers and operates over 30 manufacturing sites. It might highlight logistics jams, manufacturing capacity, quality issues, or procurement cost trends. Factories serve local markets.
Once upon a time, the world of manufacturing was a relatively stable place. So how does a manufacturer navigate this rollercoaster? According to Gartner , these issues can lead to missed manufacturing deadlines and wasted capital. Plus, accurate inventory information is the key to optimal decision-making.
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
Or they may have expertise in manufacturing processes and have flexible capacity to allow contract manufacturing for new product introduction. Market Intelligence: Suppliers often have access to valuable business and supply market intelligence, which can inform a company’s strategy especially in the area of direct spend.
According to Deloitte and The Manufacturing Institute, the labor shortage will cost the U.S. This playbook explains how the right information, accessed at the right time, can help businesses across the industry work smarter (rather than harder), all while overcoming labor challenges. as much as $1 trillion, and 2.1
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Sustainability is rarely a uniform standardized solution; it requires informed trade-offs and a commitment to aligning corporate goals with broader societal needs.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
The modern supply chain is a complex network of suppliers, manufacturers, distributors, and customers, all interconnected and reliant on a shared ecosystem of trust and accountability. In an era where information travels fast, companies must proactively disclose their practices, achievements, and challenges.
Speaker: Trish Uhl, Founder of Owl's Ledge LLC and the Talent & Learning Analytics Leadership Forum
Join Trish Uhl, creator of the Learning Systems Engineering Framework™, as she shares secrets from the playbook she crafted to address these challenges while consulting on a global supply chain standardization and digitalization traceability project for the world's third largest food manufacturer.
Throughout 2024, manufacturers were on a high-speed journey packed with technological advancements. That pace is set to continue in 2025 as ERP systems continue to transform the way manufacturers operate. An ERP strategy to optimize the potential of the innovations on offer is critical for manufacturers across the globe.
This ambitious initiative is set to transform various aspects of the supply chain, from manufacturing and job creation to research and development, infrastructure upgrades, and sustainability efforts. Manufacturing and Job Creation Apples plan to create thousands of new jobs and expand its manufacturing capabilities within the U.S.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
Data analytics provide the intelligence to make informed decisions, optimize inventory levels, and anticipate future demand. The post 8 Warehouse Optimization Tips from Manufacturing Experts appeared first on RFgen. Data-driven forecasting improves purchasing and cuts storage expenses.
Executives are left making high-stakes decisions with incomplete information. Predictive analytics in manufacturing detect potential equipment failures, reducing production downtime. Efficiency Gains AI improves supply chain efficiency by streamlining processes across procurement, manufacturing, and logistics.
Ibrahim Al Syed, the director of digital manufacturing at Celanese, was surprisingly forthcoming about how Celanese developed these capabilities at ARC Advisory Groups 29th Annual ARC Industry Leadership Forum. The company has 55 manufacturing sites across the world. Can I have an industrial Google at a manufacturing facility?
In recent years, manufacturers have experienced substantial supply chain disruptions , leading to material and labor shortages, quality issues, product delays, and low profit margins. Nutanix outsources all its manufacturing to suppliers, CMs, distributors, and technology partners. of potential revenue growth 1.
Not just in hospitals, but our manufacturers who are essential to society and doing their part helping to stop the global pandemic. These manufacturers are on the factory floor continuing to build, construct, create and prepare. Where do you start on your manufacturing transformation journey to achieve the Factory of the Future?
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. Second, many supply chains still lack visibility beyond Tier-1 suppliers. Finally, rigid fulfillment networks compound the problem.
They also used these technologies to build healthcare information systems and have achieved considerable success in that industry. Those can include suppliers, contract manufacturers, logistics service providers, customs brokers, governmental agencies, and other participants. That makes the integration even more difficult.
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? A manufacturing execution system (MES) is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goodsfrom raw materials to finished products.
Supply chains, which facilitate the movement of products from manufacturers to consumers, have historically encountered issues such as inefficiency, fraud, and a lack of transparency. As Mediledger states The life sciences industry is uniquely complex in how pharmaceutical drugs move from manufacturers to serving patients.
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
For more information about LeadCoverage and its suite of supply chain, manufacturing, and logistics – focused marketing, public relations, and analyst relations services, please visit LeadCoverage’s website. Data-Driven Decision Making: Make informed decisions based on real-time data.
This work is supported by a genuinely advanced co-pilot capable of surfacing precisely the information a worker needs, with the proper context, just when needed! Even in the same instance of an ERP solution, it is not always easy to get information to flow seamlessly across applications to where it is needed.
Embracing the Future: How Manufacturing 4.0 is Transforming Industry What is Manufacturing 4.0? Also known as the Fourth Industrial Revolution, Manufacturing 4.0 With it, the pace of change in manufacturing is accelerating like never before. Manufacturing 1.0: Manufacturing 1.0: Manufacturing 2.0:
In todays rapidly evolving manufacturing landscape, building a modern tech stack is not just a strategic advantage but a necessity for maintaining competitiveness. EMBRACING INTERCONNECTIVITY: SEAMLESS INTEGRATION IN MANUFACTURING TECH Interconnectivity is a cornerstone of a modern manufacturing tech stack.
(If you would like to participate in a current research study, we would love your help and participation in the contract manufacturing study. We are trying to assess the value of a network in managing contract manufacturing.) One of the alignment gaps that is growing and is unfortunate is the gap between procurement and manufacturing.
Recently, it has been popular to focus on major disruptive events that challenge manufacturing enterprises. Disruption is not new to manufacturing corporations that have and possibly may always deal with supply chain problems, productivity constraints, shifts in demand, evolving business models and a host of other dynamic issues.
In todays rapidly evolving global landscape, supply chain resiliency has become paramount for product manufacturers striving to maintain a competitive advantage and ensure long-term success. This statistic is a stark reminder to product manufacturers of the necessity to anticipate and mitigate potential disruptions.
From retail and food and beverage to manufacturing and life sciences, companies from a wide variety of industries are realizing the benefits of the technology, revolutionizing how they operate, collaborate, and generate value. Manufacturers use cloud technology for predictive maintenance, production planning, and supplier collaboration.
Understanding Manufacturing Resource Planning: Key Concepts and Benefits of MRP II Get clear on the differences between MRP, MRP II, and ERPthree systems that get lumped together but play very different roles in manufacturing. Embracing the Future: How Manufacturing 4.0 is here, and its changing everything.
Those stakeholders include planners; supply chain, manufacturing, and logistics executives; sales and marketing; finance or regional or business unit leaders; and suppliers and other partners. Our technology enables us to create moments of truth and get the right information you need, when you need it, and personalized to you, said Ms.
Advances in automation, sensors, analytics, and other technologies have made significant changes in manufacturing. A modern manufacturing ERP system will make use of these technologies so that their benefits can be realized. Two major transformational changes have occurred in manufacturing.
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. Quality Control – Manufacturers must ensure that every product meets industry and customer standards.
My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency. Time to Get Information Solving the problem is complex.
Revolutionizing Discrete and Smart Manufacturing with Advanced Automation and Data Insights Manufacturing: The Story So Far The first Industrial Revolution was above all a technological revolution, with innovations such as mechanized cotton spinning, coke-fired blast furnaces, steam engines and machine tools driving rapid change.
The Manufacturing Supply Chain Journey through AI and Automation Manufacturing Supply Chains Explained The manufacturing supply chain comprises all the processes a business uses to turn raw materials and components into final products that are ready to be sold to customers, whether these are consumers or other businesses.
This is the year that AI stops being just a buzzword and begins to evolve into an operational imperative for manufacturers, retail and supply chain companies. RFID, with its ability to deliver a steady and reliable stream of information, is the high-octane fuel that enterprise AI applications need.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content