This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Running a manufacturing business isn’t easy. You’re juggling production schedules, managinginventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
However, this approach ignores real purchasing behavior, such as customers buying complete sets of four tires. Probabilistic demand forecasting, in contrast, provides a full probability distribution, revealing actual purchasing patterns and enabling inventory planners to align stock levels with demand realities.
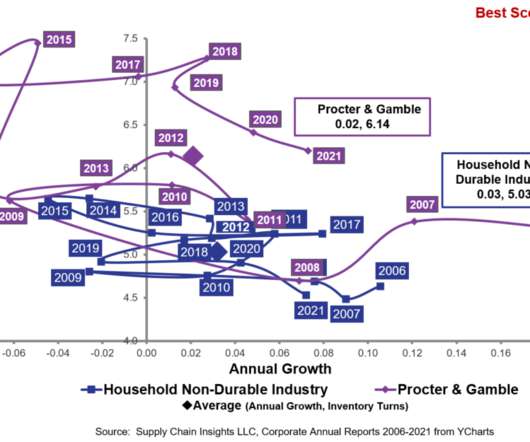
Supply chain excellence is easier to say than to explain. Keith led the work to move P&G from a regional to a global manufacturer opening up the Warsaw center of planning excellence and outsourcing IT to HP. Keith was an undisputed leader in building talent to drive manufacturingexcellence. The reason?
Essential technology solutions, including Warehouse Management Systems (WMS), InventoryManagement Systems (IMS), and the transformative power of IoT and automation. Leverage Data Analytics for Demand Forecasting Advanced analytics tools can predict customer demand and help you optimize inventory.
Each executive has a different perspective on the definition of supply chain excellence, but they are never discussed and aligned. His organization purchased an advanced planning technology from well-known best of breed provider, and the implementation should have been successful, but it was not. What Is The Ring of Fire?
We conclude this two part series about manufacturing operations excellence by consultant Chuck Intrieri, by outlaying why manufacturers should focus on a critical component that will help sustain manufacturing operations excellence for years to come. What is Driving Sustainable Manufacturing Operations Excellence?
Over his 30+ year career in the supply chain, Richard has worked with manufacturers around the world in operations, supply chain, and lean strategy roles to develop systems that can manage complex supply chains on a global scale. Richard previously founded and led Factory Logic, Inc. acquired by SAP).
Today, I speak at the North American Manufacturing Association, Manufacturing Leadership Conference, in Nashville on the use of data to improve supply chain resilience. Interestingly, in Q3 2023, 38% of manufacturers, distributors and retailers missed their target for revenue guidance for the quarter. The result was restatement.
Featuring Our 10 Best InventoryManagement Articles! Manufacturing SMBs article and permission to publish here provided by Alina Akk. Inventorymanagement is a holistic and logical methodology for handling both raw materials and finished products. Why is InventoryManagement Important for Manufacturing SMBs?
Editor's Note: This is a two part series featuring Chuck Intrieri, who along with providing excellent insights over at his industry leading The Lean Supply Chain blog, is also a consultant who works with companies for Cost Reduction, Supply Chain Optimization, Logistics, Manufacturing, and 3PL Selection. What is Manufacturing?
Medical Device manufacturers face an increasingly dynamic and intricate landscape. Innovative personalized manufacturing approaches have emerged, yet many organizations struggle to fully realize their potential in this rapidly evolving race.
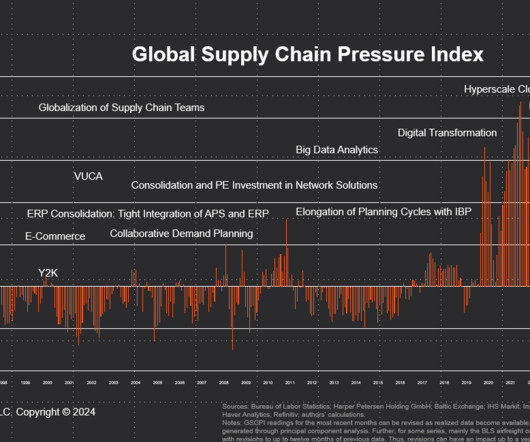
My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency. Likewise, simplistic sensing of disruptions, to improve resilience is not a network.
Inventorymanagement is a crucial aspect of supply chain management, and effective strategies can help businesses reduce costs, improve customer service, and increase profits. But what does a great inventorymanagement strategy look like? Why not start with a free online call with one of our IM specialists?
The pandemic halted many supply chains last year, closing factories and stores, and limiting manufacturing and distribution operations. Construction of manufacturing plants and new warehouse sites were also postponed or canceled entirely due to market uncertainty. Many workers decided to retire, re-locate, or consider new professions.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
As an analyst in the supply chain market for 15 years, I have written many articles on best-of-breed technology companies purchased by a larger company. In 2007-2014 Terra added inventorymanagement, multi-tier demand sensing, transportation forecasting, and long-term forecasting. However, there are no sure bets.
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
This manufacturer produces plastic reusable material handling containers and plastic fuel tanks. The Company operates eighteen manufacturing facilities, nine distribution centers located throughout North and Central America. At Dow, Mr. Baker had Purchasing experience in raw materials, and logistics for their plastics supply chain.
by John Westerveld Over the years, working for and with numerous manufacturing companies, I’ve seen many supply chain practices that cost companies money. Reason #4 Making key decisions by modelling the supply chain in Excel. Reason #5 Not having a supply chain risk management process. I had to throw out some carrots yesterday.
” CFO of a major manufacturer. This year supply chain leaders will celebrate thirty years of progress in supply chain management; but we have not made progress on one of the funamentals: inventorymanagement. Companies cannot achieve supply chain excellence by working discrete projects in isolation.
Manufacturers and brick-and-mortar retailers have been using software to manage their inventory for years – but inventorymanagement is even more important when you’re running a business that operates in the complex eCommerce space. Inventorymanagement is a critical process in that streamlining effort.
Here we explain how you can do this with 16 cost reduction strategies in inventorymanagement?that Consider Vendor ManagedInventory One way to save costs in inventory is to shift the responsibility of its management to your suppliers using a VMI system. that are each proven to reduce a company’s costs.?
Data is a crucial component of digital transformation in the manufacturing sector. Many manufacturers aren’t maximizing the value from enriching data and missing out on opportunities to grow, optimize or manage risk. Here are 3 ways manufacturers can monetize data and increase efficiency: 1. Create new revenue models.
In this guide to barcodes in inventorymanagement: In order to apply barcodes to inventorymanagement, it is important to understand the basics of the barcode system. It is not necessary to buy them from a universal database (such as UPC) particularly if you are just starting out and testing the waters.
Frank, the line manager for manufacturing, dominated the meetings. Tom, the colorful warehouse manager, constantly heckled Frank for the increasing inventory levels while Ed, the quiet material/logistics manager, constantly questioned if there was a better way. Sector Averages in the Process Industry.
In the beginning, the inventorymanagement solutions of LogicTools , Optiant and SmartOps pushed to take operations research to a new level through supply chain optimization. Last week, one of the last survivors from the software inventory optimization software market ceased to exist as a stand-alone software company.
Here we provide an overview of the latest pet food industry trends, and answer the question: how can pet food manufacturers respond to changes in consumer demands to take advantage of these new trends? manufacturing had seen five years of consistent growth. manufactured?pet tended to buy their?pet pet food manufacturers?significantly
But there is good news: a convergence of process, data, and technology provides the real-time and predictive visibility needed to optimize supply chain planning, ensuring food manufacturers can build resilience now and for the future. Advanced InventoryManagement. Planning Manufacturing Based on Demand.
If S&OP efforts were that effective, don’t you think that we would have made more progress against inventory levels, margin, and growth? The issues are largely rooted in politics and the lack of clarity on supply chain excellence. Or planned orders to purchase orders?) And how do we measure it? (Is I don’t know.
In parallel, PE/venture capitalists purchased/consolidated network solutions, slashing R&D and delaying investment, reducing industry capabilities. If you, like most, are running your supply chain based on ERP and Excel spreadsheet data, you are not prepared. InventoryManagement. No one knows. What to do?
With the combination of advanced inventorymanagement, modern demand planning, and a finely sales and operations process, F&B businesses can navigate fluctuating customer demands, stringent regulations, and a steady flow of new product launches. The time is ripe to move forward with supply chain transformation.
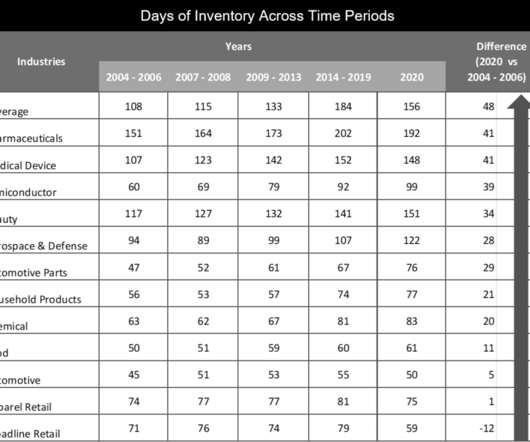
Notice how the water turns from blue to brown in Figure 3 with the lack of demand translation capabilities within the enterprise for manufacturing and logistics. Demand latency is two-eight weeks delayed from consumption purchase to translate to an order. Industries carried on average 32 days more inventory in 2020 than in 2007. (I
Effective inventorymanagement is crucial to reducing costs in any manufacturing business. This is particularly true in the food manufacturing industry, which characteristically has a high volume of products stored, and an urgent need to fill existing client orders to match ongoing consumer demand.
Nowadays, procurement departments not only focus on the day-to-day buying operations but also search for the most efficient ways to go about them. Thorough analysis allows procurement professionals to surface, visualize, and present purchasing patterns, which are then evaluated by the stakeholders. From whom are we buying?
When it comes to the management of inventory in value chains, frustration abounds. Executive, after executive, lament, “They have purchased many technologies and sponsored many projects to reduce inventories, but they are not seeing results.” The InventoryManagement Journey.
Key Takeaways: Inventorymanagement software with built-in automation has been found to increase accuracy and profits. There is no one-size-fits-all solution for inventorymanagement software—it’s about the best product for your business objectives and industry. accuracy and more. accuracy and more. billion by 2029.
For Greater Product Performance Visibility and Improved Sales & Demand Planning Consumer Packaged Goods (CPG) manufacturers operate in an increasingly competitive environment, where the ability to access and analyze timely, accurate data can make or break a company’s success. This process is known as data normalization and harmonization.
Wholesalers and manufacturers need effective B2B strategies to sustain business growth and beat the competition. From targeted email campaigns to inventorymanagement integrations, we’ll outline how you can develop strong B2B CRM strategies to improve business performance and achieve predictable growth. What is a B2B CRM?
Orders are up, business is booming, and your manufacturing operation is expanding. You lack visibility into your finances Inventorymanagement is challenging and you either find yourself running out of material or overstocking your supplies, tying up cash. Be clear on the costs associated with an ERP purchase.
We were discussing the results of the planning benchmarking work that we have just finished, and I was sharing some insights on inventorymanagement when one of the panelists emphatically stated, “Inventory is a waste to manage. We feel so strongly about this that we do not have an inventory planning role.”
Kechie ERP is an all-in-one software solution that can be customized to meet the unique needs of distributors, manufacturers, and service-based businesses. Whether you’re managing supply chains, overseeing production processes, or handling customer service operations, Kechie ERP simplifies day-to-day tasks to boost efficiency.
Manufacturers may not think they have much in common with the retail companies beyond producing the products that stock store shelves, but there could be a lot to learn from the latter as the manufacturing headwinds of the last few years carry into 2023. Inventory tracking is the most successful use case for RFID technology.
Returning containers is an ongoing issue resulting in some manufacturers investigating a return to break-bulk shipping (container free). Manufacturers build “control towers” but there is no network dial tone between parties to enable prescriptive analytics and alerts.). Break your dependency on Excel Spreadsheets.
Due to the rapid change in global business environment, managers find it difficult to gain the edge over competitors. Whether you''re a manufacturing company in China, a sourcing agent in London or a world''s leading company in Silicon Valley, we''re all in a global supply chain networks. These are three examples: Rule 3.1:
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content