This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
“To improve,” the report rightly notes, “organizations should enhance supply chain visibility with robust data and analytics; use AI to foresee disruptions; keep business continuity plans current; and diversify supply sources, suppliers, manufacturing and logistics partners.” net promoter score or similar metric) as a supply chain KPI.
Solvoyo has a metric they call the user acceptance rate. This metric measures the percentage of time the planners accept replenishment, transportation, or inventory plans as they are without any change in the timing of the delivery or the quantity to be delivered. If a user makes changes to the plan, they log that data.
That’s the power of manufacturingdata collection. Data transforms operations. Manufacturingdata collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Let’s dive in and unlock the potential of your manufacturingdata.
Drip Big Data. The issue is that when companies optimize functional metrics, they throw the supply chain out of balance and sub-optimize value. To use optimization, the data had to be cleaned and stored in pristine condition in a data jail (rows and columns of traditional database technologies). Industry 4.0.
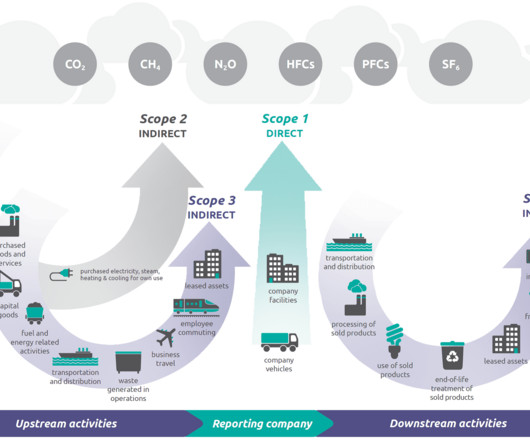
As regulations across the globe strengthen, the pressure to collect, report, and organize emission-related metrics has never been higher. This added responsibility for companies will have lasting effects on business operations, corporate partnerships, supply chain logistics, compliance requirements, and data integrity.
That tightly integrated advanced planning (APS) coupled to Enterprise Resource Planning (ERP) using order data is sufficient. Functional Metrics and the Lack of Alignment to Strategy. Few companies are clear on the number of supply chains they operate, design the rhythms and cycles of each, and align metrics to the strategy.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
That’s where data analytics comes in. Modern supply chains thrive on real-time data, execution-focused applications, and dynamic decision-making. In this post, we’ll explore how data analytics can revolutionize your supply chain. Demand Forecasting: Analyze past data to predict future needs.
Once upon a time, the world of manufacturing was a relatively stable place. So how does a manufacturer navigate this rollercoaster? With crystal clear, up-to-the-minute, and accurate data that enables organizations to see what’s happening across their entire supply chain and take smart, decisive action.
This year, a recurring theme that I saw was about using supply chain data to improve the customer experience across the entire value chain. Here are the ones that stood out to me, especially as it relates to supply chain data. The single data cloud runs on Snowflake, one of Blue Yonder’s partners.
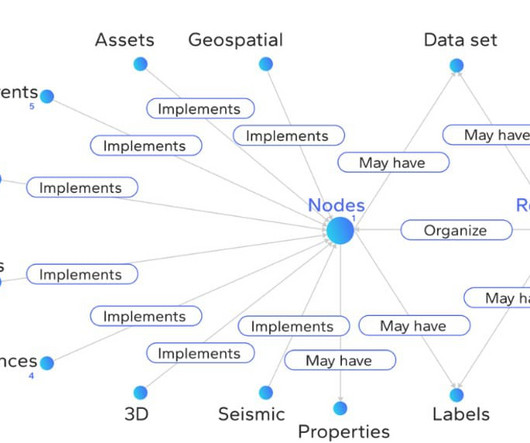
Ibrahim Al Syed, the director of digital manufacturing at Celanese, was surprisingly forthcoming about how Celanese developed these capabilities at ARC Advisory Groups 29th Annual ARC Industry Leadership Forum. The company has 55 manufacturing sites across the world. We needed to model the data in a way that we can do simple searching.
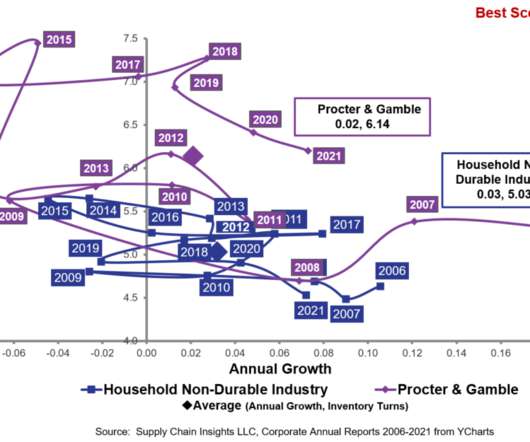
My goal is to convince you to ground supply chain processes and technology implementations in data analysis while tying the results to the improvement in corporate performance. Let me make my point by sharing some financial data using client examples from the last decade. The first story is about a large regional food manufacturer.
The supply chain is complex non-linear system that is easily thrown out of balance through a focus on functional metrics. They rock back and forth in improving singular metrics but struggle to improve a portfolio of growth, margin, inventory performance, and asset utilization. Stop the Focus on Functional Metrics.
IoT: Powering the Future of Digital Product Passports The Internet of Things (IoT) continues to impact how industries track products and manage data. This network of devices enables seamless, automatic data collection from physical objects in near real-time.
Data-Driven Decision Making : Using analytics to continuously refine operations. This data should come from a system that can track multiple, moving parts and integrate with existing technologies. If you are using a legacy system, switching to an automated data collection solution like RFgens IMS may be the first step.
To entice you to participate let’s look at the data more closely. In the supply chain team analysis, note the 21% gap between procurement and manufacturing teams, the 35% gap between sales and operations and the 21% gap between finance and operations. Functional Metrics. To respond, follow this link.
At each company, there is a relationship between the metrics of growth, margin, inventory, customer service, and asset strategy. For the purpose of this article, I will use Return on Invested Capital (ROIC) as the proxy metric to discuss asset utilization.) Supply chain excellence was largely defined as manufacturing excellence.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. We’ll examine the key components of efficient supply chains, explore essential performance metrics, and uncover the fundamental drivers that influence efficiency.
For organizations layered in functional metrics and driving a cost agenda, this is a tough nut to crack. To side-step this issue, build planning processes to use market data. Abandon the processes focused on multiple layers of meetings to improve collaboration of organizations that are not aligned, but focused on transactional data.
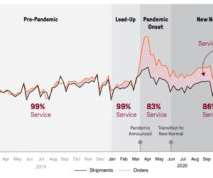
The systems–based on shipment and order data–were out of step with the market. With fixed models and hard-wired data feeds, teams could not adjust the planning systems to use consumption data or market indicators. Next Steps: Start to model demand based on market data to align the organization on baseline demand.
In this final blog on agility and why you should consider becoming an agilist to survive the new completion (of the continuous mention) of the application of enterprise decision management systems (EDMS) from Taylor and Raden cited in the first blog, I turn to the metric of agility and a new ROI metric of decision yield.
From retail and food and beverage to manufacturing and life sciences, companies from a wide variety of industries are realizing the benefits of the technology, revolutionizing how they operate, collaborate, and generate value. Manufacturers use cloud technology for predictive maintenance, production planning, and supplier collaboration.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
Optimization engines to improve functional metric performance resulted in an exploding number of planners. The issue is data synchronization. The more outsourcing and instances, the greater the issue with data synchronization. Contract Manufacturing Signal Latency. Blackhole Automation. How does this happen?
However, two decades later, there is still no technology solution to enable demand visibility or help companies use channel data to translate demand into an inventory, replenishment, or manufacturing strategy. Why have we not improved our use of channel data in supply chain processes?” My question is, “Why?”
A large consumer products manufacturer with nine Enterprise Resource Planning (ERP) instances and several divisions wanted to discuss forecasting. The question was, “How can I redefine demand planning processes to use channel data?” This blog post started a series of telephone calls. The taxonomies and goals are different.
Companies have data lakes, but do not use their own data. I don’t understand why companies want to move data in and out of data jails that we call relational databases but are so unaware of the techniques to use data from data lakes through schema on read technology approaches. technologies.
These include: Challenges getting ESG metrics from suppliers, partners, and other third parties. Difficulty tracking their ESG progress due to a lack of data. Time-consuming manual processes to report on ESG metrics. Complexities integrating data from across global supply chains. Start with your supply chain.
The widespread supply chain disruptions that happened when the global pandemic hit in 2020 highlighted several important lessons regarding manufacturing and supply chain visibility. The MCT provides centralized data management capabilities with near-real-time visibility in a unified view of the current conditions in factories and operations.
Forward-thinking organizations have transformed the department into an untapped gold mine that creates value for the entire end-to-end manufacturing process—from design and sourcing to production and delivery. Our latest e-book, “ Is Manufacturing Missing Out On Procurement’s Value Add? Here are some key insights from the e-book.
For Greater Product Performance Visibility and Improved Sales & Demand Planning Consumer Packaged Goods (CPG) manufacturers operate in an increasingly competitive environment, where the ability to access and analyze timely, accurate data can make or break a company’s success. Each retailer organizes their data differently.
In the visibility use case avoid three watch outs: 1) Make Sure That The Data Is Actionable. In many deployments of telematics, companies get visibility on truck status, but the data is an overkill. Contract manufacturing or 3PL data often will have a 24-hour latency due to batch integration. Master data.
Less than 50% of the required data for supply chain planning comes from ERP. The Focus Inside-out Supported by Functional Metrics. Instead, the path requires a redefinition of process, metrics, and capabilities. In addition, the promise was overstated. Functional Intitiatives Without Clarity on Supply Chain Strategy.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturing inventory management software comes in. In this ultimate guide, we’ll break down everything you need to know about manufacturing inventory management software. Spreadsheets just don’t cut it anymore.
We consistently see that companies focused on functional excellence–a focus within a functional silo like manufacturing, transportation or distribution– or singular metrics– like inventory or costs– underperform against their peer groups. Reward teams for cross-functional metrics. What did we find?
For example, consider the challenges in the automotive industry that stem from the supply chain issue in chip manufacturing. Tracking the Metrics that Matter. While Ardent expects Procurement to rise to and tackle these challenges, tracking the metrics that matter will help them stay focused for full recovery. Inflation Metrics.
Many-to-many can also refer to many participants in a network accessing many, many sources of event data critical to supply chain operations through a public cloud network. Real-time location and IoT data such as condition statuses (e.g., The supply ecosystem connects over 630,000 manufacturers and suppliers.
Because of this architecture, E2open can access, aggregate, and anonymize the data across their customer base. They can then use the data to provide an apples-to-apples benchmark on a variety of innovative supply chain metrics applicable to the grocery supply chain. Forecasting Accuracy Was Terrible . 2020 was different.
quintillion bytes of data every day. Cluster analysis is a statistical umbrella term for methods that classify data points according to their attributes. Cluster analysis is a statistical umbrella term for methods that classify data points according to their attributes. The retail industry is rich with data.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
Overcoming this challenge was the focus of a presentation at the IDG Technology Symposium and Awards, called From Data Siloes to AI-Driven Insights. Legacy IT systems, which were not designed for real-time data sharing, force production, procurement and logistics to run on separate, disconnected systems.
A MSCN is a collaborative solution for supply chain processes built on a public cloud – many-to-many architecture – which supports a community of trading partners and third-party data feeds. A direct material is a raw material, component, or assembly used directly in the manufacturing process. What is the big deal about the network?
Karl is the CEO and Co-founder of Pull Logic , an AI-enabled tech company focused on reducing lost sales for retailers, brands, and manufacturers due failure points in the supply chain and selling processes. Summary: Solving the $1.8 Key Takeaways: Solving the $1.8
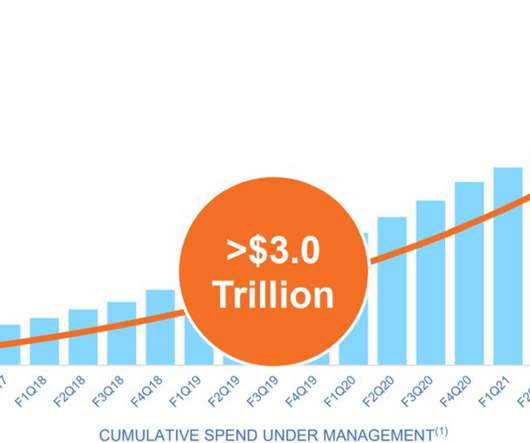
That data can be mined in a manner that protects their customer’s identity but allows their users to benchmark their spend behavior and better run their supply chains. I can recall a case study when I was in business school where a profitable, fast-growing manufacturer nonetheless went out of business. on this metric.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.













































Let's personalize your content