This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
The term bigdata is moving up the charts as a “hot topic.” ” This week, we published our second quantitative study on the evolution of bigdata concepts, it gave us the opportunity to talk to supply chain leaders on the evolution of technologies and the use of analytics in the Race for Supply Chain 2020.
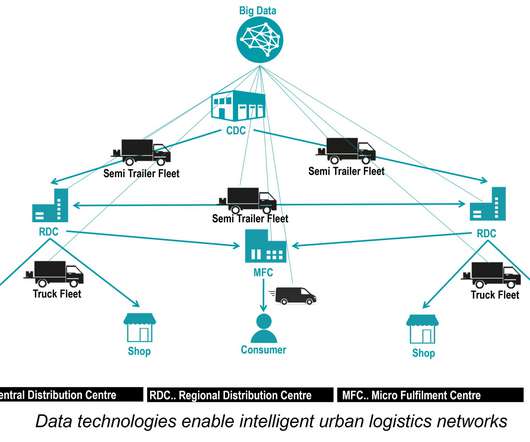
This is where bigdata technologies come into play. Bigdata for real-time optimizations in transport logistics. Logistics and transport service providers create enormous data records as they manage the flow of goods. Massive potential – thanks to bigdata combined with self-driving trucks.
It’s clear — and has been for a while — that bigdata and advanced analytics technologies are transforming a lot of day-to-day operations. In health care, it’s helping professionals discover new treatments or care solutions, and in manufacturing, it’s improving outdated practices. It’s not a.read More. It’s not a.read More.
Are industrial manufacturers seizing all the opportunities of a more digital world? A recent article suggests that, by 2018, only 30 percent of manufacturers investing in digital transformation will be able to maximize the outcome. Harnessing BigData. Possibly not. This is concerning. Changing Consumer Expectations.
The BCG analysts explain, “Today, another workforce transformation is on the horizon as manufacturing experiences a fourth wave of technological advancement: the rise of new digital industrial technologies that are collectively known as Industry 4.0.” So, it’s not a question of if but when AI will become the norm in the manufacturing sector.
Yesterday, I spoke at the Eye for Transport conference on the BigData opportunity in supply chain. I hate the term BigData. So, in summary, today, we don’t have a bigdata problem. Instead, and more exciting, I believe that we have a bigdata OPPORTUNITY! Data Lakes.
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? A manufacturing execution system (MES) is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goodsfrom raw materials to finished products.
Embracing the Future: How Manufacturing 4.0 is Transforming Industry What is Manufacturing 4.0? Also known as the Fourth Industrial Revolution, Manufacturing 4.0 integrates data with smart technology and automation to optimize production, supply chains, and create agility. Manufacturing 1.0: Manufacturing 1.0:
BigData and Analytics: The New Underpinning for Supply Chain Success? SUMMARY CHARTS: Bigdata 2014 15-Summary Charts From Quantitative Study from Lora Cecere. Objective: To understand how supply chain leaders are thinking about and building capabilities to harness bigdata. … Infographic.
“The idea of the value chain is based on the process view of organizations, the idea of seeing a manufacturing (or service) organisation as a system, made up of subsystems each with inputs, transformation processes and outputs. ” Institute for Manufacturing, 2013. __. Tipping points are fascinating to watch.
The amount of information and improvement possible through bigdata can be overwhelming. Yet the majority of companies have not defined a bigdata strategy, and others are barely starting to notice. . �. How to Get Started with Your BigData Strategy. . This is where the explanation of bigdata begins. .
Bigdata applications are already impacting supply chain entities around the globe, but some of its most interesting possibilities may have yet to be realized. However, the current progression of bigdata does give rise to some very tangible benefits to your company within the next five years.
Drip BigData. There is no unifying data model to align procurement and manufacturing, transportation and distribution, revenue management and demand planning, or sales account teams with supply chain planning. Industry 4.0. The Connected Supply Chain. Drip Digital Supply Chain. Autonomous Supply Chain Planning.
Supply chain leaders are enthralled with the idea of using bigdata, but they tend to fail to understand how to disseminate bigdata in their organization properly. Ask Traditional Questions, and Let BigData Provide Answers. However, the fundamental problem remains. Increasing order efficiency.
End users – supply chain practitioners working for manufacturers, distributors, or retailers – can attend for free. Manufacturing automation – including 3D printing (also called additive manufacturing) – is making it easier to create many, many more product variants. SCP is becoming a Giant Data solution.
The data is clear: best-of-breed supply chain planning solutions are faster to implement, have a better ROI and yield higher satisfaction than planning systems from ERP providers. When I finished the blog post last week, I sent the research to fifteen supply chain leaders in manufacturing and asked for their opinions on the study.
Revolutionizing Discrete and Smart Manufacturing with Advanced Automation and Data Insights Manufacturing: The Story So Far The first Industrial Revolution was above all a technological revolution, with innovations such as mechanized cotton spinning, coke-fired blast furnaces, steam engines and machine tools driving rapid change.
In our pandemic research, we interviewed thirty manufacturers. To gain insights, we interviewed Alexandros Skandalakis, Director of Manufacturing Capacity, reporting to operations/manufacturing globally within Philip Morris. We wanted to find a better way to design our network and optimize future manufacturing outcomes.
One emerging way to combat demand variability is to locate (some) manufacturing closer to the customer. Highly flexible manufacturing goes a step further by moving from a Built-to-Stock to a Built-to-Order system for the most erratic demand pattern. With the omnipresence of data, this path is now open to other industries as well.
Where and how manufacturers make products for Americans will change in 2017. Manufacturers must adapt to changing demands, or they will become nothing more than a statistic in history books. The "First Five" Industrial Manufacturing Trends of 2017. The "First Five" Industrial Manufacturing Trends of 2017.
Consider a story from Seth Stephens-Davidowitz’s book, Everybody Lies on the topic of bigdata. Manufacturers Thrive on Timely Information. Manufacturers Thrive on Timely Information. Consider just three areas where improved data access boosts operational performance: Improve Supplier Performance.
More advanced supply chain leaders model the role of complexity (product and customer), the impact of risk, and opportunity of innovation as well as product shipping and manufacturing locations, and inventory policies. They are championing the building of sensing/learning supply chains based on new forms of analytics. I hope that this helps.
The consulting team pitches a theme–vision of supply chain best practices, bigdata analytics, or demand-driven value networks– to the executive team, and a new project is initiated. Tomorrow, I get to deliver this message to a large manufacturing client. The first step in the journey is a kick-off meeting.
Manufacturing isn’t exempt from this pressure. The manufacturing industry has adopted “Lean” techniques enthusiastically. Lean is about driving out waste from every aspect of manufacturing. Lean thinking helps manufacturers consume less of everything, from packaging and raw materials to energy. Everything.
Industrial IoT and bigdata are converging to enable demand-driven 'smart supply chains.' The advancements in 3D printing and 'Additive Manufacturing,' coupled with supply chain efficiencies, could make distributed manufacturing a reality, ushering in the era of smart manufacturing.
Just 10 years ago, supply chain management was a relatively obscure function that was usually parked under manufacturing. Making sense of bigdata and supply chain complexity. Why is bigdata only half of the value equation? Why is bigdata only half of the value equation?
The manufacturing sector covers such a broad spectrum of products and processes that any discussion about industry trends must take place at a very high level. One of the megatrends that has been driving manufacturing for over a decade is digitization. Manufacturing Trends. And the manufacturing sector overall looks strong.
I find it ironic that companies would never implement a manufacturing site without intensive design. Bigdata supply chains Market-Driven' The key horizontal processes are revenue management, sales and operations planning, supplier development, and corporate social responsibility. 4) Actively design the network.
Although manufacturing companies vary in scale, complexity and dependencies, they all have one thing in common: The need to service the requirements of ever more demanding customers with an increasing range of products, with an increasing range of options from ever- growing diverse, interdependent and often global supply chain networks.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. Here we have compiled a list of the top six challenges that CPG companies face in the post-pandemic market.
Most manufacturing companies are working on what a low carbon future means for their business with the urgency to cut global CO2 emissions in half by 2030 and strive for a net-zero by 2050. We know that the manufacturing industry is the engine of economic growth and social impact. The pressure to confront climate change.
Robotics in different industries Robots are now used in numerous industries, such as healthcare, agriculture, manufacturing, and autonomous vehicles. When equipped with AI, robots can also assist in diagnosing diseases and providing medical predictions by analyzing BigData.
Based on a recent study of 113 process manufacturers, only 58% of companies report that their projects meet their business objectives. So, within manufacturing organization, the chances of an IT project meeting successful business outcomes is about the same as a coin toss. Hopefully, I will see you in my travels.
As you can see from the data, while companies have increased the frequency of network design work from yearly to quarterly, most of the work is still focused on basic network design. The greatest gap is in the design of supplier and manufacturing networks. And, in our Digital Manufacturing Study. We hope to see you there!
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
This is due to the diversification in the production schemes of manufacturers. So, a lot of manufacturers require 3PLs to agree to service levels that are challenging for large operations. The logistics operator commits to certain time windows to deliver or pick up goods from the manufacturer, and the agreement is fixed.
As we have outsourced logistics and manufacturing, I firmly believe that we need to get more serious about the building of Business-to-Business (B2B) networks. These are one-to-many and many-to-many architectures that connect logistics providers, contract manufacturers and suppliers into true supply networks. Digital Manufacturing.
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
Philip Evans shares how today’s consumer is sharing a colossal amount of data to come to a buying decision. Some people call this “BigData”. Others consider how this “data” is used, and use the term “Omni-Channel” or “Internet of Things”. 3PL’s, Contract Manufacturing, Suppliers, Logistics providers….
Today, only 8% of companies are satisfied with their “what-if” capabilities and only 22% of companies can get to cost data in making planning decisions. We have not been able to build the planning architectures that effectively let manufacturers plan from the customer’s customer to the supplier’s supplier.
The term is a spin-off of the “BigData” work from the open source innovation of the last decade. Ironically, supply chains are bigdata problems where the buyers have little understanding of the new technology approaches. Only 1/3 of manufacturing companies feel that they are equal to current disruptions.
In preparation, we are finishing up research on supply chain planning excellence, bigdata and supply chain, supply chain talent, and digital manufacturing. BigData Supply Chains. How are companies embracing data lakes, streams, and clouds to use a growing variety and increasing velocity of data?
The digital department includes IT, bigdata analytics, AI, and the digitization program. Not every plant could manufacture every SKU. If the deal is profitable, this plan also designates which plants will take the lead on manufacturing that SKU. One key executive involved in this transformation is Pier Paolo Tamma.
”[5] He continues, “Most supply chains consist of the following layers or departments: manufacturing; suppliers; transporters; warehouses; distributors; service Providers; retailers; [and] customers. ” Manufacturing optimization. ” Customer service optimization.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.












































Let's personalize your content