This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
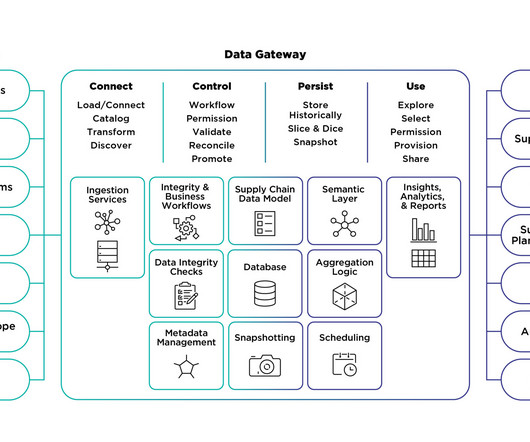
It also feeds downstream applications including BI, reporting, and supply chain applications, with the right data sets, in the formats the applications expect, and at the right time the data is needed. Achieving these goals requires visibility into the entire supply chain.
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managing inventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
It also feeds downstream applications including BI, reporting, and supply chain applications, with the right data sets, in the formats the applications expect, and at the right time the data is needed. Achieving these goals requires visibility into the entire supply chain.
Supply chain managers need real-time data to effectively manage operations. Archived data is not real-time. There is a new technology that can provide real-timevisibility. Longbow Advantage Has a Real-timeVisibility Solution. RF Guns Generate Massive Amounts of Data.
According to Gartner, "Advanced control towers now provide real-timevisibility, collaboration, and AI capabilities to move beyond decision support to decision making, and even a degree of autonomous control.". Create –– What are the steps manufacturing organizations need to build a control tower? Technology.
This article is from Longbow and looks at the ongoing labor shortage and supply chain visibility. gained immense popularity) or health care, manufacturing employment has decreased?nearly Rise of Real-TimeVisibility – A Step Towards an Intelligent Enterprise. nearly 400,000?from slowdowns in China, and?unloading
Nine years ago, my company FourKites pioneered the market for real-time transportation visibility. And in the intervening years — as we’ve leveraged real-time data, ML and AI to help countless companies answer the “where’s my truck” question — I’ve continued to underscore that visibility is a foundational technology.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. What Is Mobile Inventory Management?
The same steps are taken earlier on, such as sharing information and data, which can be further used to inform manufacturers of potential defects, allowing for intervention and effectively mitigating the risk of future returns for similar issues. Quote, book, and track all aspects of your shipment, from booking to delivery.
From consumer electronics to automotive manufacturing, most of the global economy’s largest industries rely on some form of discrete manufacturing. Manufacturers in these industries face several unique challenges: Labor and material shortages halting production. Imbalance in product lines, creating asset underutilization.
With the advent of true “single source of truth” inventoryvisibility , a digital twin is a more feasible goal than ever before. Let’s take a look at the challenges associated with digital twins and how real-time data systems are changing the game for companies looking to leverage them. In real-time.
The high-tech firm is more than a manufacturer of PCs, tablets, smartphones, and servers. The company has more than 2000 suppliers and operates over 30 manufacturing sites. We now have complete visibility of our supply chain. Once a contract is in place, we have real-timevisibility on the delivery status.
When it comes to executing mode-specific freight moves from origin to destination efficiently, reliably, and cost-effectively, transportation execution and visibility solutions play a critical role. Visibility solutions allow real-time asset tracking across the entire distribution network. billion transactions annually.
One reason is that it’s not easy for most manufacturers to have visibility into the process before finished goods are shipped. For years, supply chain technology companies have touted real-timeshipmentvisibility, or even promised complete supply chain visibility, while.
This webinar – coming to you from Glenn’s own backyard – discusses the importance of supply chain visibility for seasonal shipping, new product promotions, and holiday ramping in the F&B and retail industries while providing sizzling secrets to creating the juiciest meats for your barbecue.
This network of devices enables seamless, automatic data collection from physical objects in near real-time. This near real-time monitoring ensures compliance with regulations, enhances product safety, and helps build trust with consumers.
Second, many supply chains still lack visibility beyond Tier-1 suppliers. When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. Visibility is the next critical step. Finally, rigid fulfillment networks compound the problem.
The past year and a half saw manufacturers face unprecedented challenges resulting from global disruptions, to which they responded by repurposing or developing new product lines, reconfiguring their plants and restructuring their supply chains in order to meet changing demands and keep afloat amidst uncertainty.
A Hi-Tech Company’s Control Tower Helped It Better Manage Air Cargo During the Worst Days of the Pandemic In 2014, one of the world’s largest high-tech manufacturers started thinking about a digital transformation that would help them better serve their customers while also generating operational efficiencies.
Medical and pharmaceutical manufacturers have faced increasing logistical challenges over the past two years. Key Takeaways: 68% of respondents rate their organizations' visibility into the supply chain as either "strong" or "complete". Increasing demand for specific products is also causing supply chain shortages.
These advancements enable real-time tracking and monitoring, enhance automated systems, and support a larger number of connected devices. This setup allows teams to collaborate in realtime, sharing video and diagnostic data across geographies. Next lets look at technical capabilities and applications in the domain.
However, over time, most companies have expanded their digital supply chain model from being mainly internally facing to including an array of external trading partners and participants. Those can include suppliers, contract manufacturers, logistics service providers, customs brokers, governmental agencies, and other participants.
Discover how the right cloud-based platform can enable end-to-end visibility in your modular production for agile operations and increased customer satisfaction. In the race to meet shifting consumer preferences, success belongs to manufacturers that can quickly reconfigure their operations to capitalize on opportunities.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
Modern WMS platforms provide real-time tracking, order management , and better inventoryvisibility, all while minimizing manual errors. RFgens mobile barcoding solutions make it easier for you to gain real-timevisibility and streamline processes. It’s about doing well by doing good.
They also cover supplier managed inventory, quality collaboration, manufacturing line collaboration, and asset collaboration. SAP has partnered with Shippeo, a provider of real-time transportation visibility, to allow the carbon associated with shipments to be tracked.
Raw materials are in short supply, many manufacturers have temporarily mothballed production lines, transportation costs are rising, and labor is getting tight on our roadways , railways and ocean vessels. Until we have this kind of pervasive visibility, inventory management will continue to be largely an exercise in futility.
This capital will help scale the company’s Shared Autonomy Platform and expand manufacturing for its TWA Reach forklifts, which integrate AI-driven autonomy with human oversight to optimize labor and safety in warehouse operations. This includes identifying hazards like guardrail damage, missing signs, and improper road striping.
The supply chain industry is on a years-long digital transformation journey, and one of the key objectives that industry leaders almost universally aim to achieve is true end-to-end (E2E) visibility across their complex global networks of suppliers, partners and customers. So, what is true E2E supply chain visibility?
This puts pressure on other device manufacturers to follow suit. The ability to run AI models directly on devices without a constant cloud connection is crucial for applications requiring real-time responses, such as industrial automation, robotics, and autonomous vehicles.
Your supply chain should benefit from end-to-end supply chain visibility and execution solutions that work together in a coherent supply chain orchestration strategy. True resiliency is achieved when supply chain leaders can predict issues and dynamically respond – from sourcing and manufacturing to final delivery – with agile solutions.
Upheavals in one country can heavily impact manufacturers worldwide, too. Manufacturers realized that they had no backup plans for the production of components critical to their operations. A well-managed manufacturer-supplier relationship will result in better quality and service, reduced risks and lower costs.
To test the thinking and visibility of his students, Socrates held up a white ball in front of his student and asked, “What color is the ball?”. Next time, before you answer,” said Socrates, “examine both sides.”. Indeed, who couldn’t benefit from improved transportation visibility? Real-Time Transportation Visibility Defined.
But instead of guessing what’s happening, you’ve got real-time insights at your fingertips. That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Data transforms operations.
For example, the One Network platform for supply chain planning and execution is used by the Ministries of Health in Nigeria, Ghana, and Rwanda, providing comprehensive inventoryvisibility across all health facilities for realtime supply demand matching and collaborative decision making.
By embracing collaboration, real-time data, and a focus on sustainability, companies can build resilience, improve margins, and gain a competitive edge. Supply side shifts: Example: A global coffee manufacturer experiences disruptions due to a natural disaster affecting one of its key suppliers in Brazil due to dry weather.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
For more information about LeadCoverage and its suite of supply chain, manufacturing, and logistics – focused marketing, public relations, and analyst relations services, please visit LeadCoverage’s website. Data-Driven Decision Making: Make informed decisions based on real-time data.
It is a crucial metric that reflects the supply chain’s contribution to the customer experience, impacting brands, wholesalers, retailers, manufacturers, and distributors, both online and offline. Suppliers, inventoryvisibility, and other variables beyond direct control can influence OTIF.
Robust supply plans can optimize across distribution, manufacturing, and logistics constraints and deliver an optimal plan that hits service objectives at the minimum cost. They are just very costly, painful and time consuming to build. N-Tier Visibility. Usually, a supply plan can’t be fully executed. But then stuff happens.
Todays large-scale manufacturing supply chains are more geographically distributed than ever. And manufacturers are facing unprecedented demand volatility. Automakers and other large-scale manufacturers are often challenged to match their traditional lean production approaches with todays complex business landscape.
The manufacturing industry faces many challenges, such as a skilled labor shortage, supply chain instability, and inventory management issues. GlobalTranz works with manufacturing shippers every day to move their goods and streamline their logistics strategies. 5 Challenges Facing Supply Chain Managers in Manufacturing.
Over the years, individual locations—the company has several manufacturing locations in Europe and North America—have behaved increasingly autonomously. Autonomy led to a complex supply chain with shipments that traveled too many miles and required too many touches across the nodes. Visibility also promotes this.
These decentralized networks aim to boost flexibility, reduce risk, and improve responsiveness, aided by technologies such as blockchain, AI-driven logistics, and expanded visibility into supply chains. By having visibility into Tier-2 and Tier-3 suppliers, organizations can take proactive steps to mitigate disruptions earlier.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.




















































Let's personalize your content