This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
I question, “How is this possible?” “We are considering the purchase of Blue Yonder, Logility, Kinaxis, o9, or OMP. How do you define excellence in planning? Companies that buy technologies from an RFP process have a high likelihood of ending up in this predicament. ” Lora. “ Joe.
New technologies revolutionizing transportation are creating tremendous opportunities but also unprecedented challenges for tire manufacturers. Supply chain optimization is essential to achieve this and can help tire manufacturing companies deliver significant reductions in supply chain costs and improvements in service levels.
During the 1980s, I was on a management team for a large manufacturer. The Company was attempting to gain economies of scale by grouping manufacturing technologies within a common infrastructure to reap the benefits of a co-generation facility, a centralized warehouse, and a talented administrative team. I think that the answer is no.
” Followed by “How are you organized, and what defines functional excellence? And, how do you tie functional excellence to corporate value?” Companies became less clear on the definition of supply chain excellence and how to implement decision support technologies. Functional Metrics.
I question, “How is this possible?” “We are considering the purchase of Blue Yonder, Logility, Kinaxis, o9, or OMP. How do you define excellence in planning? Companies that buy technologies from an RFP process have a high likelihood of ending up in this predicament. ” Lora. “ Joe.
Aptean is orchestrating the Blue Yonder/E2open/Infor playbook of buying undervalued assets and milking the maintenance and Software-as-a-Service contracts with existing customers. The Salesforce.com model is primarily a pipeline management tool suitable for discrete markets but not process manufacturers. Will this change the market?
Yes, there is a great opportunity, but the question is how to jump. How to get started? Technology providers focus on serving the planner, but I find that they are blind to the larger requirements of how to serve the organization better. How do I improve the plan? Guess what? Adding more planners is not the answer.
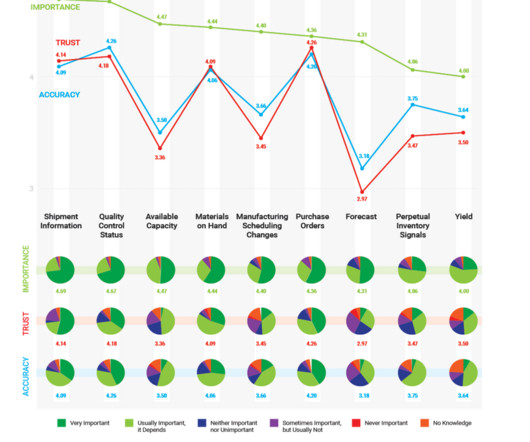
In this research, 81% of brand owners and contract manufacturers primarily depend on communication through email and spreadsheets. Approximately 32% of manufacturing, across industries, is outsourced. Shipment data is the most important, but we have not figured out how to best move logistics network data across trading partners.
As a supply chain leader, he is struggling how to dance in the ring of fire. Each executive has a different perspective on the definition of supply chain excellence, but they are never discussed and aligned. The focus by Anne, the CIO, is on the deployment of an outdated ERP system purchased five years ago. Let me explain.
A large consumer products manufacturer with nine Enterprise Resource Planning (ERP) instances and several divisions wanted to discuss forecasting. The Center of Excellence at the company wanted to improve base-level capabilities but struggled to move forward due to the traditional views of the planning team, which they felt were self-serving.
In the process, there is a fine line between marketing hype and overpromising, making buying difficult. When asked how to drive interoperability, I replied, “There is no good template. Where are the business models that help buyers to rethink processes to gain insights on how to drive value based on these technological advancements?
Today, supply chain excellence matters more than ever. Globally ten percent of jobs are in manufacturing, while 37% are associated with supply chain management. As a result, organizations struggle with how to move forward. His struggle is how to make data discovery, mining, and wrangling into day-to-day processes.
Bottom Line : In 2021 and beyond, customers are voting with their dollars for the manufacturers who excel at sustainable manufacturing and make a positive contribution to the environment, dominating B2B supply chains and B2C purchasing decisions. Sustainability Is The Cornerstone Of Manufacturing Competitiveness.
Medical Device Manufacturer. Does everyone realize how bad the problem is? In the last five years, while the physician is still important, the buying decisions transitioned from the supplier to the care provider. But, the tune has changed, and they are unsure how to dance together. The problem is us.
Advanced planning evolved with a focus on modeling manufacturing constraints. Initially, the output was published to procurement to design strategic buying strategies. Here are some examples: Manufacturing: Lowest manufacturing cost, Operational Equipment Effectiveness (OEE), and Asset Utilization.
Over the years, working for and with numerous manufacturing companies, I’ve seen many supply chain practices that cost companies money. Over the next several weeks, I’ll outline these issues and discuss some ideas around how to avoid these practices. So how does a poor S&OP process cost money? How about excellent planning?
While touted as a digital procurement provider, it took the Company nine days to onboard me as a vendor, and two weeks to process a Purchase Order. Let’s learn from the past to unlearn to rethink supply chain excellence. We do not know how to walk the talk. I shook my head in disgust at the waste in the process.
As I shopped at Best Buy for office supplies, I struggled to not think about the massive disruption of electronics supply chain. Could it be, “How to help supply chain planners be more effective?” My struggle is how to help organizations create an environment to enable planning effectiveness. Wrong focus I thought. The reason?
It was a story where people believed that functional excellence leads to supply chain superiority. The example that I give in the first post is the focus of manufacturing strategies to drive strong results to improve Return on Assets (ROA) that have actually caused a deterioration in operating margin. Don’t get me wrong.
Start Your Year with Cloud-Based ERP: The Ultimate Guide to Operational Excellence Begin your year on a transformative note by embracing the power of Cloud-Based Enterprise Resource Planning (ERP) systems. Operational Excellence with Cloud-Based ERP Procurement Management Efficiently manage your procurement processes with ERP.
An enlightened leadership team wanted to be sure that the organization knew how to make money through bi-directional orchestration of the bill of materials. Consumers constantly change the mix preferences in purchases. Somedays, the focus is on steaks or ribs and the next on the purchase of ground or cubed meat.
The secondary problem is the lack of definition of process requirements and a buying team that cannot see past simple MRP/MRP II/DDMRP requirements. Today, there are no authoritative identifiers to track and trace for containers, warehouse locations, trucks or manufacturing plants. These are authoritative identiers. Close this gap.
<Bear with me… > Here I share a nine-step process in an attempt to help companies unravel the process for buying supply chain planning software. They center on how to make a good decision in the purchase of supply chain planning solutions. Most have purchased software, but are dependent on Excel spreadsheets.
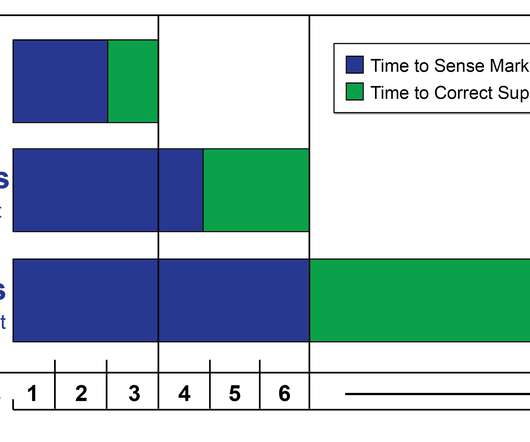
Contract Manufacturing Signal Latency. In my last blog post, I shared insights on data synchronization between brand owners and contract manufacturing. In our research, we find that 32% of volume is manufactured by a third party. days to receive a purchase order confirmation. The average purchased order changes 3.5
In 2025, however, QAD Director of Product Marketing Michael Ochi predicts that will change as more businesses discover how to move beyond experimentation and pilot projects to deliver tangible results. For manufacturers, early deployment can also open the door to monetizing the data they generate, especially when it comes to B2B sales.
So, I smile, catch my dinner partner’s eye and ask, “In our prior conversations, you mentioned the lack of clarity on the definition of supply chain excellence in your current deployments and how this is a barrier to implementing supply chain planning properly. “ Reflection. Were the plans feasible?
He is responsible for manufacturing, procurement, supply chain planning, logistics, quality, social responsibility and final product engineering. Which metrics do you think matter to supply chain excellence? When it comes to how our products are produced, our Global Manufacturing Principles (GMP) set these standards.
Frank, the line manager for manufacturing, dominated the meetings. Ed argued that instead of buying new packaging equipment that we should work with R&D to have a base flavor and add the color and flavoring at the head of the machine. The idea was so novel and counter to my project direction that I did not know how to react.
The issues are largely rooted in politics and the lack of clarity on supply chain excellence. And how do we measure it? (Is Or planned orders to purchase orders?) Using FVA and calculating the bullwhip effect helps companies understand how to drive improvement. Or a similar comparison of customer orders or planned orders?
They excel in the four Ps of marketing. In contrast, a market-driven organization connects bidirectionally market-to-market to orchestrate the signals to shape demand and mitigate risk (buy-side to sell-side and back). They understand how to shape demand to maximize profit. We have built transactional buying relationships.
Data is a crucial component of digital transformation in the manufacturing sector. Many manufacturers aren’t maximizing the value from enriching data and missing out on opportunities to grow, optimize or manage risk. Here are 3 ways manufacturers can monetize data and increase efficiency: 1. Create new revenue models.
We all know the storyline that insists advanced economies have moved on from the Industrial Age to the Digital Age and have become service-focused rather than a manufacturing-focused. ” Santhanam is one of a trio of co-authors who have labeled this manufacturing resurgence the “Titanium Economy.” ”[4].
“The idea of the value chain is based on the process view of organizations, the idea of seeing a manufacturing (or service) organisation as a system, made up of subsystems each with inputs, transformation processes and outputs. How value chain activities are carried out determines costs and affects profits.”
It’s excellent protection against rain on what could’ve been a perfect day, too. You can attain an industrial tent by either buying or renting it. The method you choose depends on what you’ll use it for and how long. Manufacturers and renters of industrial tents allow customization, too. When To Buy. When To Rent.
A slight change within a function–in sourcing or manufacturing, or along the chain–can greatly impact the outcomes of cost, customer service, or working capital. Today’s supply chain—with greater outsourcing, global manufacturing, and complex bill of materials–requires synchronization of the links.
We have let buy- and sell-side transactional relationships erode value. We will never redesign healthcare for better outcomes if we do not redesign the buy/sell relationship and improve the understanding of the service providers on why supply chain matters. It will also impact the factory with a redesign for digital manufacturing.
Planners need to contend with inconsistent consumer buying behavior, the need to satisfy multiple channels, complex sourcing options and proliferating “sub-seasons,” collections and assortments. Establish In-Season Excellence to Maximize Sell-through. Apparel is an exciting and rapidly changing industry.
Dr. Alexandros Skandalakis – the Director Global Manufacturing Capacity, Strategic Assets and Capital Expenditures at Philip Morris Products S.A. This was done at a stock keeping unit level and for the entire manufacturing supply chain. Once the analysis was done for Year One set up, Year Two was pretty much the same.
With the purchase of i2 by JDA, and Logictools by IBM, manufacturing companies serious about network design started looking for a company, with a well-established community, that was more serious about network design. The gap is tough.
Gartner purchased the firm in 2010.) Driving Improvements in Supply Chain Excellence. He felt strongly that supply chain leaders knew how to drive supply chain excellence and needed a forum– or maybe two or three depending on the business model– to help them network and refine their approaches. I disagreed.
How to calculate Safety Stock levels in Excel. You can calculate safety stock levels in Excel by setting up your spreadsheet as per the image below. The safety stock formula can be calculated in Excel with a simple table. Safety stock levels for manufacturers. 2 is the number of the row for that SKU.
He is very passionate about developments in the Supply Chain arena and is always seeking excellence in his drive for efficiency & innovation in Supply Chain operations” – a quality that is very relevant to face up to the many Supply Chain challenges in our path! My passion for Logistics and Supply Chain is founded from.
by John Westerveld Over the years, working for and with numerous manufacturing companies, I’ve seen many supply chain practices that cost companies money. Over the next several weeks, I’ll outline these issues and discuss some ideas around how to avoid these practices. How about tomorrow? and it didn’t leak. Getting easier.
Today, only 4% of companies are the first to buy new technology—a 40% decline from post Y2K in 2001. Lucas had a team that dictated sourcing based on excel spreadsheet analysis to reduce cost and improve tax efficiency. Lucas had no idea how to model the supply chain to develop a feasible plan. Less Collaborative.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.















































Let's personalize your content