This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
Supply chain excellence is easier to say than to explain. Keith led the work to move P&G from a regional to a global manufacturer opening up the Warsaw center of planning excellence and outsourcing IT to HP. Keith was an undisputed leader in building talent to drive manufacturingexcellence. The reason?
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
Higher income, less waste, better quality, and improved food security are among the benefits of the farm-to-fork movement growing worldwide. After the COVID-19 pandemic exposed serious vulnerabilities, companies needed to take stock of their existing food systems. million gallons of milk daily. Preparing for Market-Driven Demand.
Today, I speak at the North American Manufacturing Association, Manufacturing Leadership Conference, in Nashville on the use of data to improve supply chain resilience. Interestingly, in Q3 2023, 38% of manufacturers, distributors and retailers missed their target for revenue guidance for the quarter. The result was restatement.
At the end of a long day of a strategy session on supply chain excellence with a client, I needed to fill up some time in an agenda. This large foodmanufacturer used a popular technology to forecast monthly using orders as an input. The large food company operated regionally. The result? Background. The takeaway?
From harvest to hands, the food & beverage (F&B) industry leaves no room for guesswork, especially without supply chain optimization software. Excellence in all these areas requires predicting demand, buying supplies, producing products promptly, and swiftly responding to market demand.
The growth in pet ownership in 2020-2021 has seen unprecedented demand in the pet food sector – a true industry boom. Here we provide an overview of the latest pet food industry trends, and answer the question: how can pet foodmanufacturers respond to changes in consumer demands to take advantage of these new trends?
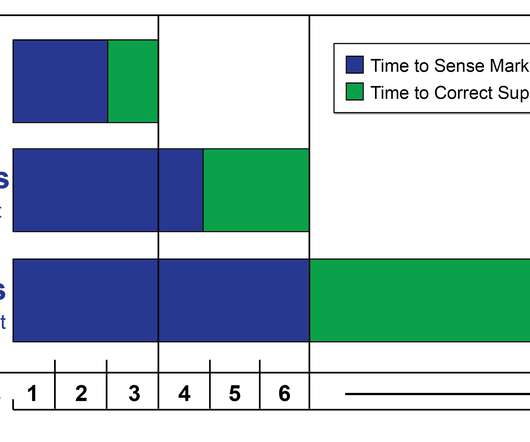
My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency. Likewise, simplistic sensing of disruptions, to improve resilience is not a network.
As I poured the dog food into the bowl for my pups, I wondered if I was going to have to switch kibble due to the looming issues of sourcing taurine—a health additive in many pet foods. As I shopped at Best Buy for office supplies, I struggled to not think about the massive disruption of electronics supply chain. The reason?
It was a story where people believed that functional excellence leads to supply chain superiority. The example that I give in the first post is the focus of manufacturing strategies to drive strong results to improve Return on Assets (ROA) that have actually caused a deterioration in operating margin. You got it! A Case Study.
Effective inventory management is crucial to reducing costs in any manufacturing business. This is particularly true in the foodmanufacturing industry, which characteristically has a high volume of products stored, and an urgent need to fill existing client orders to match ongoing consumer demand. Working with fresh food.
In these times of global turmoil, there are five (5) important megatrends shaping supply chain innovations in the coming years, namely in e-fulfillment, sourcing, food and agriculture, labour intensive operations, and halal supply chain management. The human factor out of manufacturing and logistics.
Today’s headline news includes AllBirds, Boeing, Canada Goose, Chemours, EMC, Hanes Brands, Fisker, Ford, Krispy Kreme, LKQ, Ryder, Tesla, Timken, Tyson Foods, Weight Watchers International, and WestRock. Buying strategies need to be defined, and the interface needs to be bi-directional. The issue is cross-industry.
We find that companies with an analytics center of excellence drove progress faster than those with a supply chain center of excellence. While companies build Supply Chain Centers of Excellence, most are not clear on what good looks like. When you ask, “What defines supply chain excellence?” The other issue?
As an analyst in the supply chain market for 15 years, I have written many articles on best-of-breed technology companies purchased by a larger company. Over the last decade the use of Terra Technology’s DS product improved short-term demand forecasts by 37% at 13 consumer products, and food and beverage companies.
Over a third of the world’s food produce and products are wasted. Food waste accounts for eight percent of global greenhouse gases and has significant environmental and economic impacts. According to the UN’s Food and Agriculture Organization 1.3 billion tonnes of food – over $9 billion worth – goes to waste each year.
<Bear with me… > Here I share a nine-step process in an attempt to help companies unravel the process for buying supply chain planning software. They center on how to make a good decision in the purchase of supply chain planning solutions. Most have purchased software, but are dependent on Excel spreadsheets.
I started to work at General Foods’ largest plant in Dover, DE, in the summer of 1982 at the age of 24. Frank, the line manager for manufacturing, dominated the meetings. Despite goals to improve agility and resiliency, functional metrics for manufacturing efficiency continually throw the supply chain out of balance.
This is the year that AI stops being just a buzzword and begins to evolve into an operational imperative for manufacturers, retail and supply chain companies. For manufacturers, early deployment can also open the door to monetizing the data they generate, especially when it comes to B2B sales. The global DaaS market was valued at $14.36
Consumers became more loyal to retail brands, and retailers increased the number of products manufactured and marketed as house brands. This trend spawned chains like Trader Joes, Walmart, Whole Foods, etc. Consumers want to shop anywhere, and buy in the way that they want to buy. Additionally, get good at forecasting.
With the highest level of service, unmatched industry experience and work ethic, and a laser focus on innovation and technology–our purpose is to improve the quality of life by delivering excellence in everything we do. They specialize in serving industries such as ecommerce, retail, food and beverage, and manufacturing.
Food Drive-Thru Experiences. I called the customer service line for the manufacturer and was told that the only thing I could do was call a maintenance specialist. Foundational to supply chain excellence is the reliability of delivery, quality, and service. The Sleep Number Story of Supply Chain Excellence. Wrong Stuff.
by John Westerveld Over the years, working for and with numerous manufacturing companies, I’ve seen many supply chain practices that cost companies money. Reason #4 Making key decisions by modelling the supply chain in Excel. I lost track of how many carrots we had and ended up buying more when we really didn’t need any.
. “Reach out to other departments about ways to collaborate on sustainability initiatives, and talk to your executive team to gain buy in.” Start with something simple like reducing inefficiencies within your own manufacturing facility or within your own carrier base.” ” Second, look for short-term wins.
trillion industry by 2024 , consisting of not only food, but also cosmetics, pharmaceuticals, modest fashion, media & creation, and Muslim friendly travel. In other words, halal requires an organisation of the supply chain instead of just the factory: from source all the way up to point of consumer purchase. Current practices.
Shifts in foodmanufacturing often mirror consumer trends, but they typically reflect technological advancements, too. Using Freshness Sensors for Food Packaging. Unfortunately, that method often leads to food waste because people throw away things that are still okay to consume, but are out of date. from 2021-2027.
Over the last decade, neither the pharmaceutical nor medical device manufacturer has been able to drive the revenue/employee productivity gains of their comparative peer groups. They each lag in their understanding of supply chain excellence, and are now struggling to build effective supply chain teams. For most, it is a sore point.
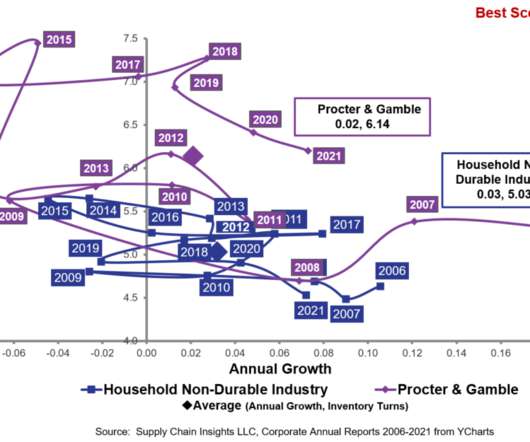
When Gartner purchased AMR Research in December 2009, the methodology became the Gartner Supply Chain Top 25. Only 29% of manufacturers easily manage total cost trade-offs. Popular Beliefs on Supply Chain Excellence Do Not Align With Results. . Mondelez Performance Against the Food Group for 2010-2019. The reason?
Smartphone apps, online banking, flight purchase, shopping websites and so many other experiences are designed with intuitive and easy-to-learn user interface to improve user experiences. The post An Adaptive UX is Imperative for Manufacturing ERP Selection appeared first on QAD Blog. How effective and inefficient is your current UX?
Manufacturers can gather valuable granular data such as the time an item spent in storage, at what temperature, how long it took to sell, the length of time between purchase and fulfillment and how long it spent in transport. For example, companies can track products throughout the entire lifecycle with RFID and GPS sensors.
Sustainable manufacturing is at the forefront of good manufacturers’ plans. This article will take a look at what is sustainable manufacturing, some examples across various industries, and how SMEs can plan for sustainable manufacturing. What is sustainable manufacturing?
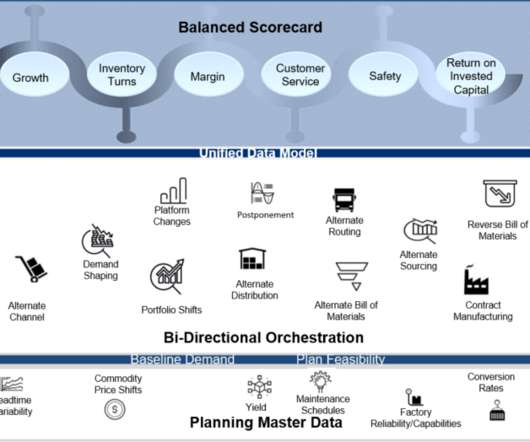
Too few are questioning the products that should have never been manufactured. Supply-centric or Manufacturing Thinking. The second issue is that process companies are manufacturing centric while discrete organizations are supply centric (procurement). (A Consider the image in Figure 2 of a pet foodmanufacturer.
I think one of the huge problems is that US-centric food companies (Kellogg, General Mills, Smucker’s, Conagra etc.) In 2015, I worked with a manufacturer of men’s underwear. (My Older men buy less underwear than younger males and their packaging was not as attractive to the female shopper buying for the family.
The Port of Shenzhen –a central manufacturing and export hub including the Yantian terminal that handles 25% of all U.S.-bound Still, the manufacturing plants and distribution centers are closed. Taiwan manufacturers 60% of global semiconductors. Semiconductor manufacturing consumes 10% of the island’s water supply.
Many companies talk about Supply Chain Excellence, but most leaders struggle to define it. One supply chain leader, in a discussion last week, likened supply chain excellence to fitness. He felt that supply chain excellence was analogous. Our journey for supply chain excellence has changed and evolved over time.
Whether you''re a manufacturing company in China, a sourcing agent in London or a world''s leading company in Silicon Valley, we''re all in a global supply chain networks. Flexibility, in particular in manufacturing, is an important skill that when implemented well can produce long term efficiencies and robustness to the supply chain.
As members of one of the most highly regulated industries in the world, medical device manufacturers face numerous challenges. From stringent quality standards to comprehensive documentation requirements, Class 1 and 2 manufacturers must navigate a complex landscape to ensure compliance and product excellence.
Despite the significant amount of effort involved in going from running a business on Excel spreadsheets to implementing an enterprise resource planning (ERP), they are very grateful that their efforts to improve their supply chain agility were underway when the pandemic hit. The company has a sourcing team that vets the beans.
Customers are buying less. Manufacturers are Now Selling Directly to Consumers. The days of going to a brick and mortar store to buy product is only one of the ways that people want to buy. The days of going to a brick and mortar store to buy product is only one of the ways that people want to buy.
I was on a call last week with a large company in the food and beverage space that has spent $100s of millions, and many years, on an ERP deployment. They have piloted the process in Excel and know that they need an enterprise level solution for a global roll-out of S&OP. However, excellence in corporate planning matters.
The Benefits of Outsourcing MRO Integrated Supply Chain for FoodManufacturers When RS Integrated Supply first started managing Maintenance, Repair and Operations (MRO) for one US foodmanufacturer, the client was a fledgling company. “I Industry challenges The food industry also faces its own specific challenges.
It consolidated Cargill’s global animal feed production and strengthened its internal supply chain capacity for food production and processing. Their mission is to work with our many global buyers, collectively known as Risk Management and Sourcing (RMS), to streamline the buying, planning and logistics.
It enables you to figure out the “what,” the “when,” the “where,” and the “how many” behind all your manufacturing activities: What: Determine the exact product mix you’ll need to produce to satisfy customer demand. Your master production schedule also enables you to understand the constraints across your entire manufacturing network.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content