This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
New technologies revolutionizing transportation are creating tremendous opportunities but also unprecedented challenges for tire manufacturers. Supply chain optimization is essential to achieve this and can help tire manufacturing companies deliver significant reductions in supply chain costs and improvements in service levels.
During the 1980s, I was on a management team for a large manufacturer. The Company was attempting to gain economies of scale by grouping manufacturing technologies within a common infrastructure to reap the benefits of a co-generation facility, a centralized warehouse, and a talented administrative team. Lack of executive buy-in.
Space Utilization: Increase available storage capacity, better organize high-demand items, and optimize vertical space. Effective space utilization translates directly to increased storage capacity and reduced warehouse footprint and operational costs. Data-driven forecasting improves purchasing and cuts storage expenses.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. The classical approach involves functional silos, sequential decisions, and Excel and people to render a plan executable.
A large consumer products manufacturer with nine Enterprise Resource Planning (ERP) instances and several divisions wanted to discuss forecasting. The Center of Excellence at the company wanted to improve base-level capabilities but struggled to move forward due to the traditional views of the planning team, which they felt were self-serving.
Advanced planning evolved with a focus on modeling manufacturing constraints. Initially, the output was published to procurement to design strategic buying strategies. With the contraction of air capacity and the unprecedented level of imports to the United States from Asia, logistics constraints grew in importance in the pandemic.
There, he navigated the complexities of the fuel desk, advising drivers nationwide on Comdata issues, optimizing purchase orders, and leveraging tax advantages. Excelling as an inside sales manager, account manager, and mentor, he led a broker team to achieve a monumental revenue goal of $40 million.
This manufacturer produces plastic reusable material handling containers and plastic fuel tanks. The Company operates eighteen manufacturing facilities, nine distribution centers located throughout North and Central America. At Dow, Mr. Baker had Purchasing experience in raw materials, and logistics for their plastics supply chain.
A company buys these solutions to optimize their business. Rich Sherman – a Senior Fellow in TCS’s Supply Chain Center of Excellence – points out that many companies are building control towers to better manage their supply chains. For example, many companies are struggling to get transportation capacity.
A best-in-class solution must also support your workflows and a full range of processes including purchase orders, forecasting, capacity and inventory collaboration as well as quality management and coordination around supply risk. He is passionate about the role technologies play in driving supply chain excellence and business growth.
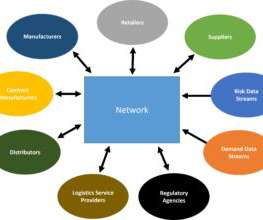
My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency. Today, this network operates with less capacity and ballooning inventories.
At Rockwell this includes all processes end-to-end except for manufacturing. From a manufacturing perspective, products vary significantly in complexity. Solutions, for example, can take from 12 to 16 weeks to manufacture. The company understands global manufacturers’ problems because they are one.
Dr. Alexandros Skandalakis – the Director Global ManufacturingCapacity, Strategic Assets and Capital Expenditures at Philip Morris Products S.A. This was done at a stock keeping unit level and for the entire manufacturing supply chain. Once the analysis was done for Year One set up, Year Two was pretty much the same.
We find that companies with an analytics center of excellence drove progress faster than those with a supply chain center of excellence. While companies build Supply Chain Centers of Excellence, most are not clear on what good looks like. When you ask, “What defines supply chain excellence?” The other issue?
As I shopped at Best Buy for office supplies, I struggled to not think about the massive disruption of electronics supply chain. I find three: organizational design, executive understanding of supply chain, and the lack of a clear definition of an optimization function for supply chain excellence. Clarity of Supply Chain Excellence.
Concurrent macro forces–material shortages, war, shifts in consumer buying patterns, logistics constraints, inflation/recession, and climate change– are reshaping today’s reality necessitating the need for a supply chain reset button. We have heard that there is a focus on near-shoring, reshoring, and local manufacturing.
Frank, the line manager for manufacturing, dominated the meetings. We had a choice to either install newer high-capacity machines for the Jell-O lines (CM Bartelts) running at over 1500 packages/minute or slower, more flexible equipment (IM Bartelts) at a rate of 650 pouches/minute. I remember one project quite well.
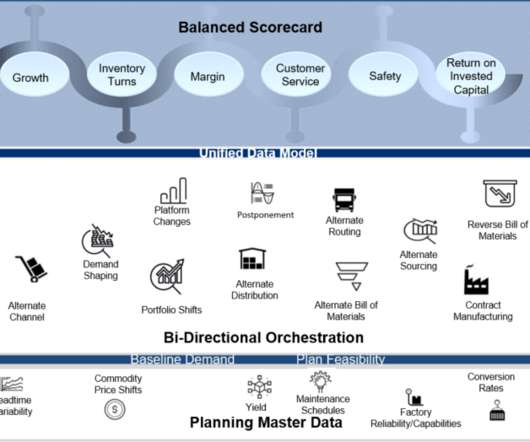
I define supply chain excellence as year-over-year performance better than the peer group on this balanced scorecard. 06/2020 Kinaxis buys Rubikloud for 60M$. Manufacturers operate in a constrained environment, and the goal is the automation of the Theory of Constraints theory. They did it.
But there is good news: a convergence of process, data, and technology provides the real-time and predictive visibility needed to optimize supply chain planning, ensuring food manufacturers can build resilience now and for the future. Planning Manufacturing Based on Demand. Preparing for Market-Driven Demand.
Of particular interest was a session on Contract Manufacturing Operations (CMO) relationships with Michael Daly, Director of Supply Chain for Valeant Pharmaceuticals. 5 – Capacity. Daly observed, “capacity issues are like fog. And we’ll find the keys by continuing the search for excellence. 4 – Capability.
In the cloud, companies can deploy resources on an as-needed basis, rather than invest in additional servers and storage capacity that they may only need for a short time. Thanks to AI, companies can automate functions such as demand forecasting, capacity and production planning and predictive maintenance.
Planting the Seeds of Resilience Most companies understand that accurate forecasts are critical to minimizing inventory, maximizing production efficiency, streamlining purchasing, optimizing distribution, minimizing waste, and projecting future performance confidently.
Too few are questioning the products that should have never been manufactured. Supply-centric or Manufacturing Thinking. The second issue is that process companies are manufacturing centric while discrete organizations are supply centric (procurement). (A Consider the image in Figure 2 of a pet food manufacturer.
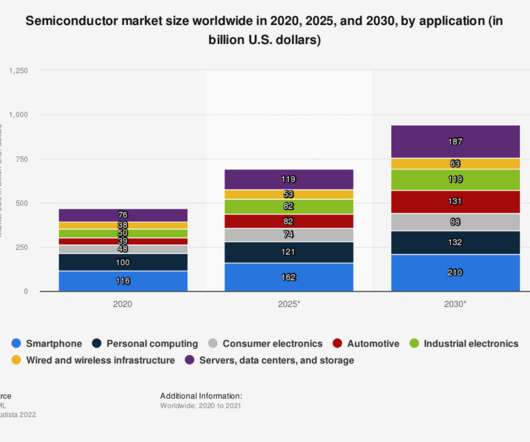
The Port of Shenzhen –a central manufacturing and export hub including the Yantian terminal that handles 25% of all U.S.-bound Still, the manufacturing plants and distribution centers are closed. Taiwan manufacturers 60% of global semiconductors. Semiconductor manufacturing consumes 10% of the island’s water supply.
Many companies talk about Supply Chain Excellence, but most leaders struggle to define it. One supply chain leader, in a discussion last week, likened supply chain excellence to fitness. He felt that supply chain excellence was analogous. Our journey for supply chain excellence has changed and evolved over time.
The focus is on the role of supply chain finance in driving supply chain excellence. The design of the conference includes tours of several modern warehouses and centers of excellence. The number one question that I am asked today by manufacturers across all industries is “How can I improve customer service?” Background.
Among other things, ZF manufactures electrified powertrains, car chassis technology, active and passive safety systems, and advanced driver assistance systems. ZF offers product and software solutions for established vehicle manufacturers and newly emerging transport and mobility service providers. The ZF supply chain is complex.
Your Comprehensive Guide to Production Planning Software The benefits of production planning software vs scheduling are about the granularity of the plan: capacity plans (or master production schedules) are not granular and factor in less granular things, like high level capacity, forecasts, inventory, and transfer times.
Today we are going to look at lean manufacturing. Myth: “No Need for S&OP; We have Lean Manufacturing.” Taking a longer term focus (greater than a few months) S&OP is used to ensure future capacities both internal and external can be available to meet projected demand.
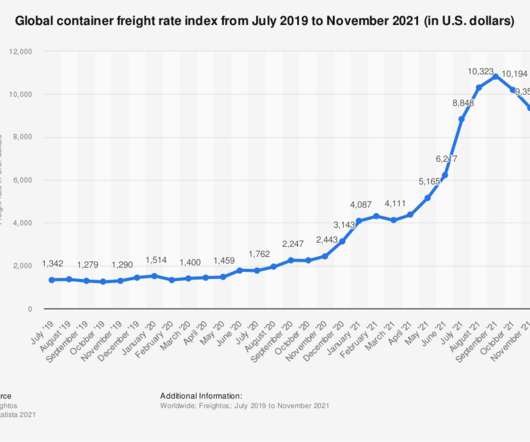
Returning containers is an ongoing issue resulting in some manufacturers investigating a return to break-bulk shipping (container free). meters draft, and cargo capacity up to 14,000 twenty-foot equivalent units (TEU); previously, it could only handle vessels up to about 5,000 TEU. Break your dependency on Excel Spreadsheets.
Cycle stock is the management of stock required to cycle through production runs and procurement buys effectively. There are two buffers in the supply chain: inventory and manufacturingcapacity. More and more companies purchasing inventory technologies, but failing to give planners time to plan. Rising Volatility.
Organizations then convert those demand forecasts to the associated quantities of raw materials to purchase, goods to be manufactured, or finished products to ship. Some suppliers of demand management software can also provide excellent forecast benchmarking for selected industries.
So, rather than get overly prescriptive, I’ll use this blog post to highlight some companies that have achieved success through excellence in inventory management , and outline some of the most effective elements of their strategies. Another takeaway is the importance of warehouse layout as an enabler for inventory management excellence.
And they said, ‘Excellent very glad to do it. So, we buy diapers from them, we have them delivered to us, we rebrand them, and because of the cadence we adjusted our business model to be a subscription-based diaper ordering business. So, we outsourced the delivery capacity too incumbent courier companies. Absolutely not!
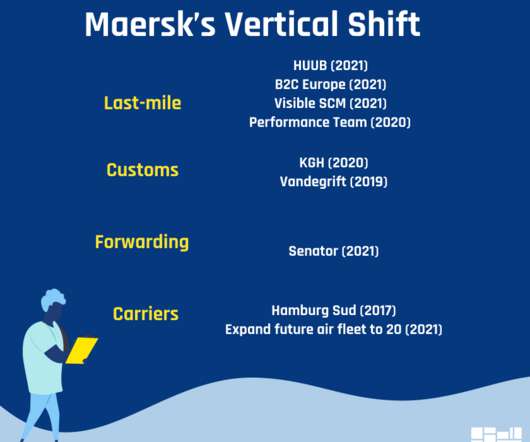
On the horizontal carrier integration front, Maersk has doubled down on its extension from ocean consolidation (Hamburg Sud, 2017) to air cargo, increasing Maersk Air by 33% with three leased cargo planes and two new Boeing purchases. Amazon has made a habit of excelling at logistics to retain end customers and third party sellers.
Humans excel at solving problems that require common sense, generalization, creativity and dealing with ethical dilemmas, subjective actions and abstraction. Cognitive systems excel at locating knowledge, developing an optimal solution, eliminating bias, compressing process times, and dealing with repetitive decisions.
These critics sensed a sinister “rebranding” ploy designed to get companies to purchase technology and services they already own but perhaps have not fully implemented. But research suggests the most widespread and stinging criticism of IBP was that it was just mature Sales & Operations Planning (S&OP) by any other name.
They have piloted the process in Excel and know that they need an enterprise level solution for a global roll-out of S&OP. I lost faith in optimization early when I realized that the uncertainty in our knowledge of true capacity, yield, lead times, and hundreds of other variables drowned out the promise of optimization.
From my previous blog post , it’s clear that the road to achieving sales and operations planning (S&OP) excellence is not an easy one. Take this example: A company decides to go ahead with the manufacturing of a new product based on sufficient plant capacity and favorable sales forecast.
Serving 4 million customers in 150 countries with a global team of 100,000 experts across more than 100 locations (manufacturing sites and distribution centers), Johnson Controls’ ability to plan is critical. “We have the entire gamut of manufacturing strategies,” remarked Scrimgeour.
As consumers continue to purchase goods at greater frequency and trade regulations become more complex, supply chain professionals are striving to establish end-to-end control of their business operations. So, if visibility is a key element of success, how does an organization obtain it and excel? Better visibility, more value.
Intra-company and intercompany, across the supply chain and across the globe, from the operator level to the management suite, information on all aspects of production, manufacturing, sourcing, and distribution is increasingly visible and accessible at all levels, so that appropriate decisions can be made and applied.
Honestly, fixed asset management and the related accounting is a rather dry subject – unless you are a CEO, CFO, COO, VP of Finance, VP of Manufacturing or Fixed Asset Manager at a manufacturing company. Fixed Assets and Accounting: Much More than a ‘Nice to Have’. Fixed Assets and the CFO.
We might use “availability in Excel directly or with Add-ons” as an “age metric’.). For example, basic optimization and statistical methods have been part of business school programs for over 40 years and core methods are part of Excel. One pattern is a succession of short purchases in a location away from home.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.










































Let's personalize your content